逆变焊机 IGBT 炸管的原因及保护措施(个人观点,仅供参考)限于对开关器件及主电路结构工作原理的理解及检测手段的缺乏,大功率逆变焊机开关器件工作的可靠性是整机设计的重中之重,是国产IGBT 焊机的返修率居高不下,不能大量推广的主要原因
IGBT 电流,电压波形的检测及定量分析
具体的电路以半桥逆变手工400A 焊机为例
1电压型 PWM 控制器过流保护固有问题目前国内常见的IGBT 逆变弧焊机PWM 控制器通常采用TL494 、SG3525 等电压型集成芯片,电流反馈信号一般取自整流输出端
当输出电流信号由分流器检出电流与给定电流比较后,经比例积分放大器大,控制输出脉冲宽度
IGBT 导通后,即使产生过电流,PWM 控制电路也不可能及时关断正在导通的过流脉冲
由于系统存在延迟环节,过流保护时间将延长
2电流型过流保护电流型 PWM 控制电路反馈电流信号由高频变压器初级端通过电流互感器取得
由于电流信号取自变压器初级,反应速度快,保护信号与正在流过 IGBT 的电流同步,一旦发生过流,PWM 立即关断输出脉冲,IGBT 获得及时保护
电流型PWM 控制器固有的逐个脉冲检测瞬时电流值的控制方式对输入电压和负载变化响应快,系统稳定性好“只要 IGBT 功率余量足够大,电压型 PWM 电路可靠性应该没问题”,成本也提高了很多
电焊机大多数是电流型的且输出电压并不稳定
很会使保护器误 操作
电流型比较适合我国国情
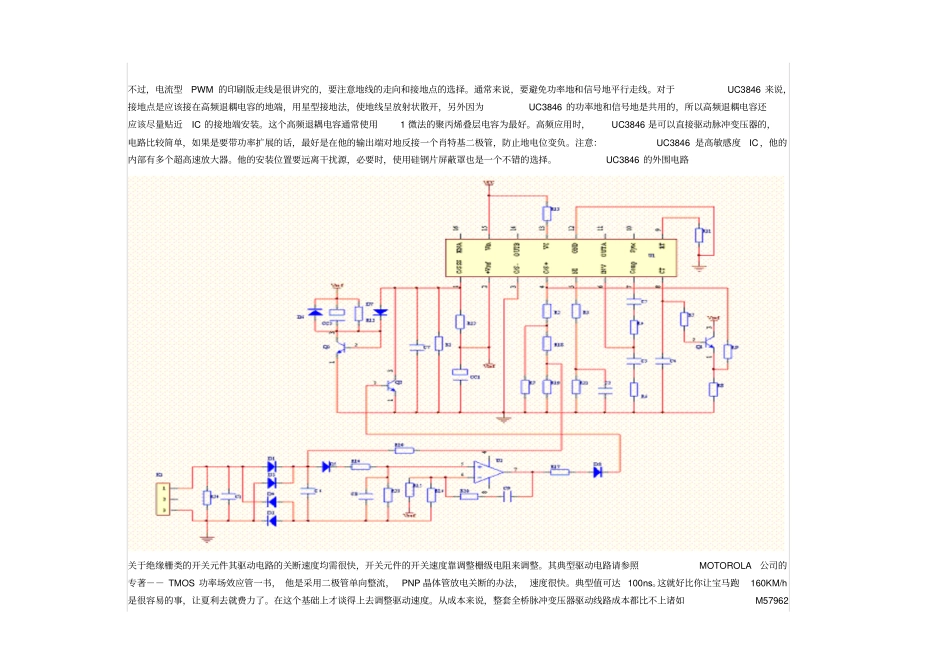
当时应用的PWM IC 是国内罕见的UC3846J,陶瓷封装的,工作频率100KHz
线路板颇难制作,电流反馈采用互感器采样峰值电流和霍尔采样平均电流,双环反馈
电流型控制的好处很多,峰值电流不仅仅是做保护用,更重要的,他参与了大环路反馈的控制
简单而言,就是用误差放大器的输出去控制峰值电流,因此可以做到半个周期(5 微秒)内就可以作出响应,放大器的响应速度反而没那