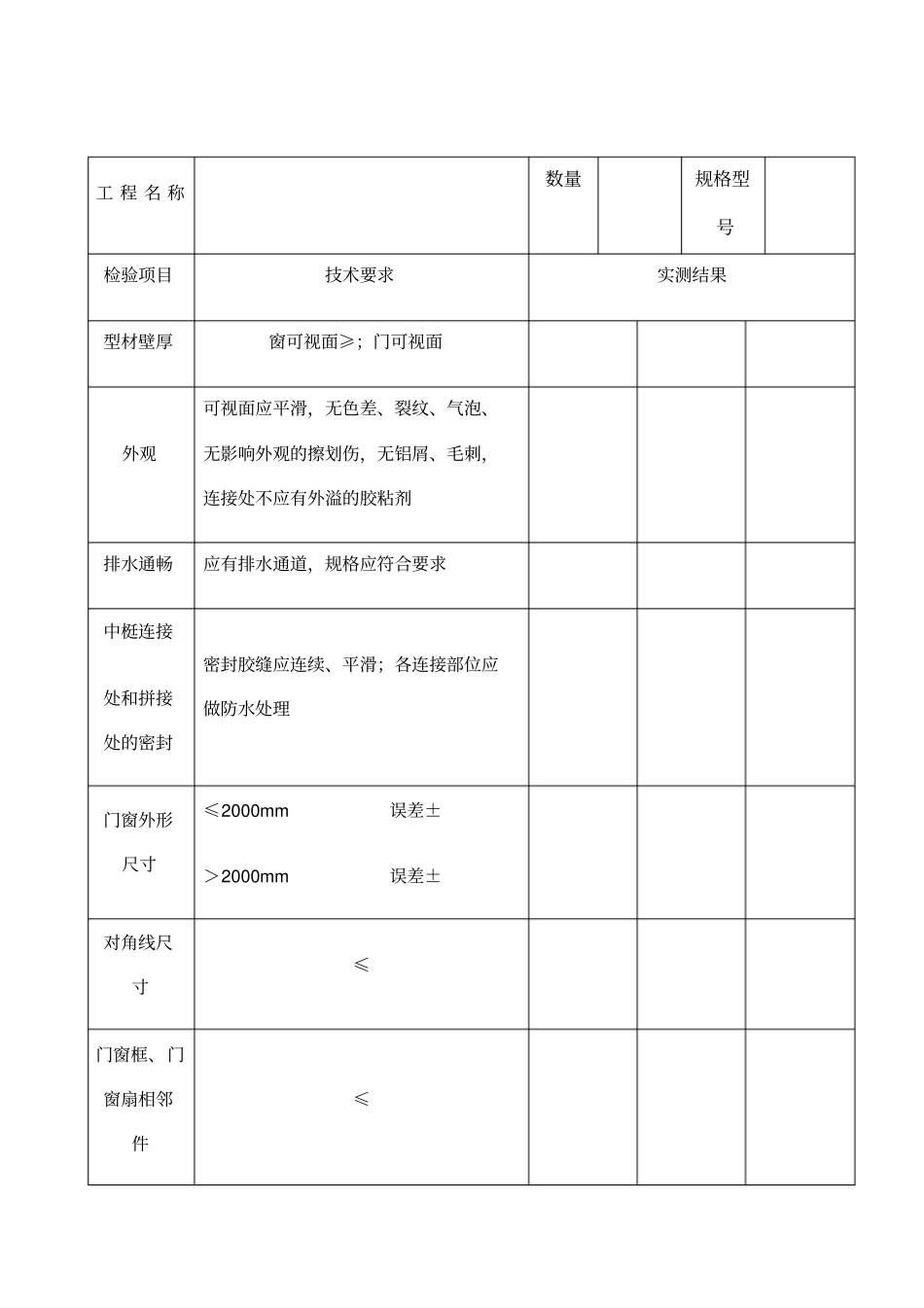
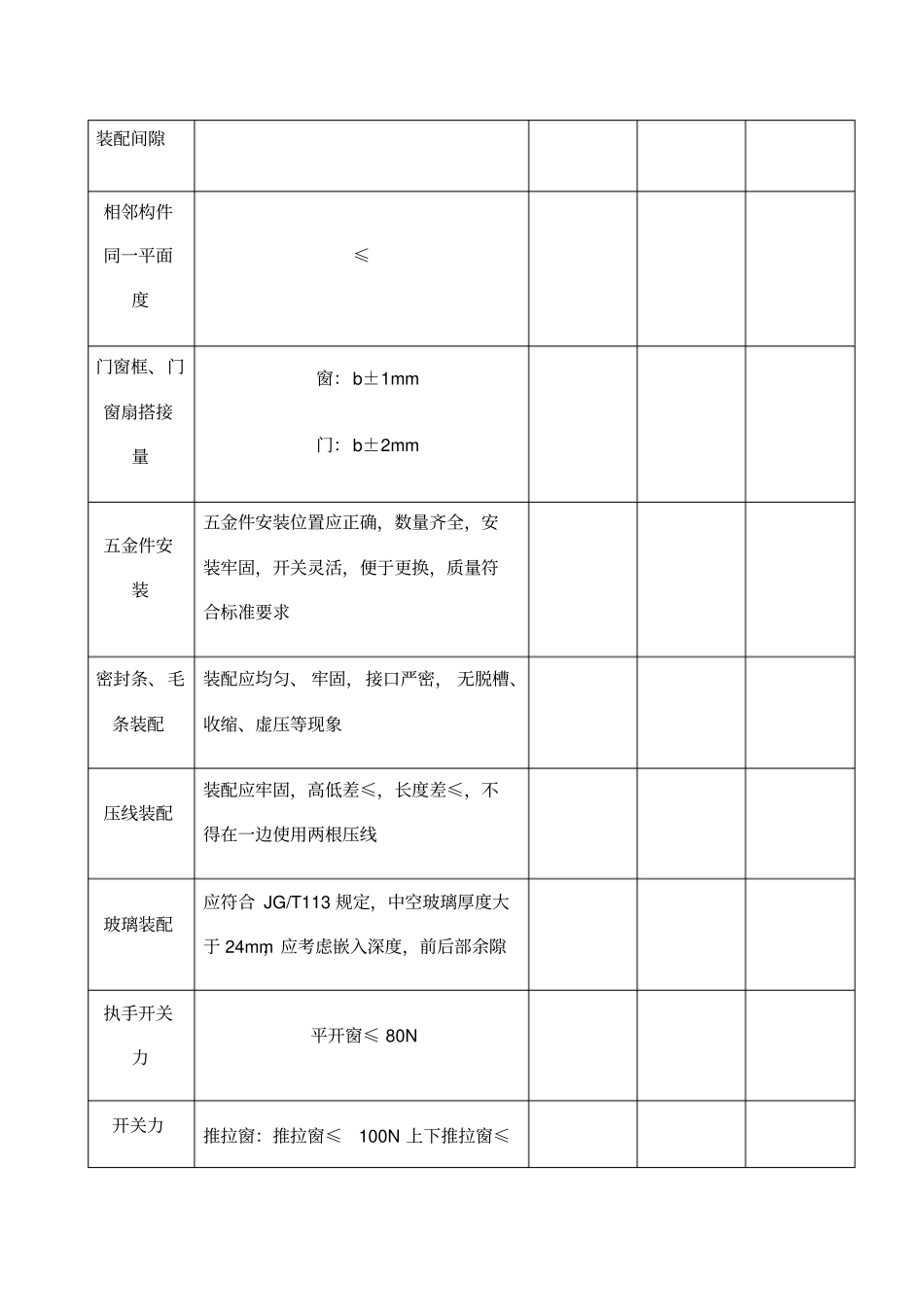
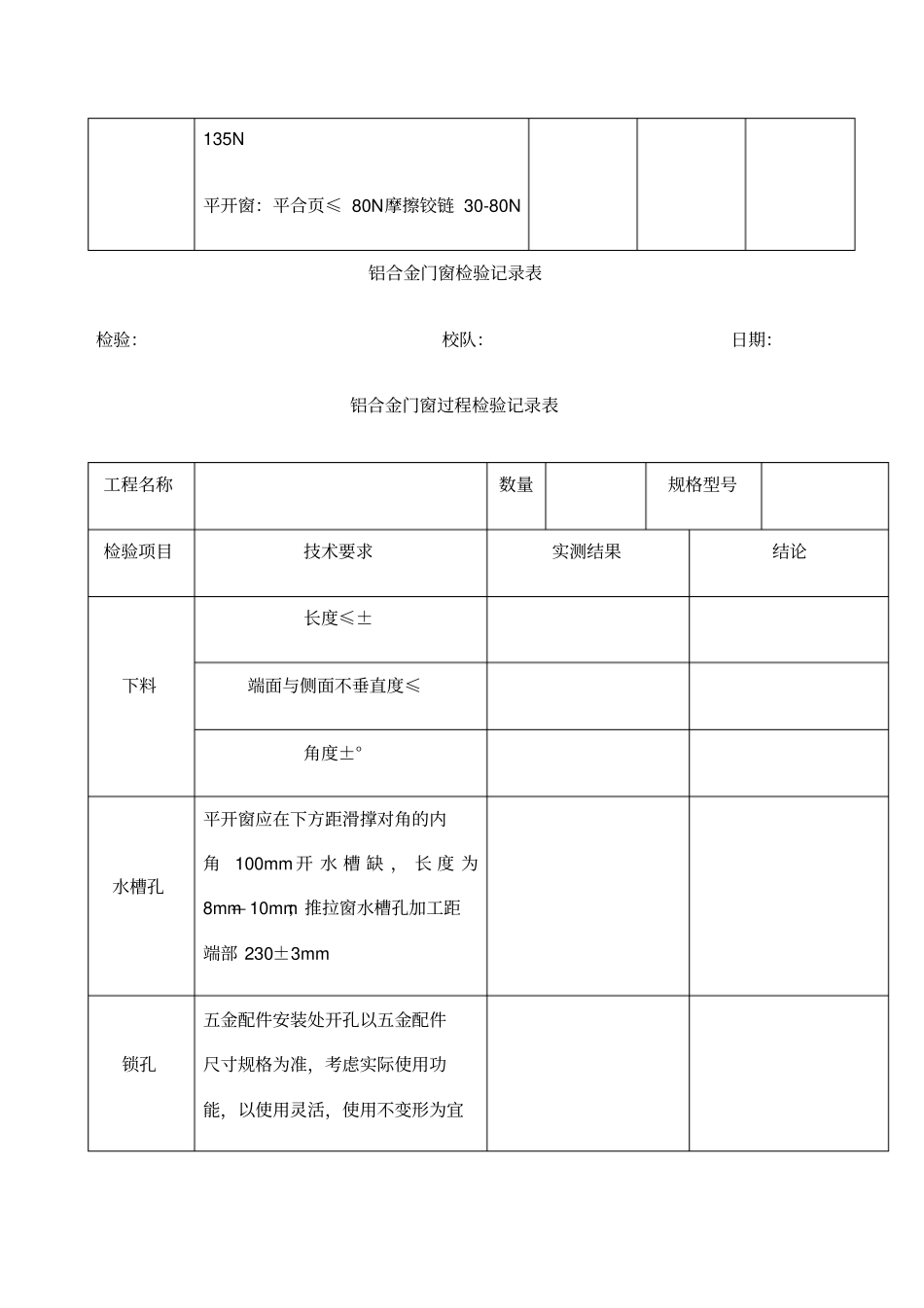
工 程 名 称数量规格型号检验项目技术要求实测结果型材壁厚窗可视面≥;门可视面外观可视面应平滑,无色差、裂纹、气泡、无影响外观的擦划伤,无铝屑、毛刺,连接处不应有外溢的胶粘剂排水通畅应有排水通道,规格应符合要求中梃连接处和拼接处的密封密封胶缝应连续、平滑;各连接部位应做防水处理门窗外形尺寸≤2000mm 误差±>2000mm 误差±对角线尺寸≤门窗框、门窗扇相邻件≤装配间隙相邻构件同一平面度≤门窗框、门窗扇搭接量窗:b±1mm门:b±2mm 五金件安装五金件安装位置应正确,数量齐全,安装牢固,开关灵活,便于更换,质量符合标准要求密封条、毛条装配装配应均匀、 牢固,接口严密, 无脱槽、收缩、虚压等现象压线装配装配应牢固,高低差≤,长度差≤,不得在一边使用两根压线玻璃装配应符合 JG/T113 规定,中空玻璃厚度大于 24mm,应考虑嵌入深度,前后部余隙执手开关力平开窗≤ 80N开关力推拉窗:推拉窗≤100N 上下推拉窗≤铝合金门窗检验记录表检验:校队:日期:铝合金门窗过程检验记录表135N平开窗:平合页≤ 80N摩擦铰链 30-80N工程名称数量规格型号检验项目技术要求实测结果结论下料长度≤±端面与侧面不垂直度≤角度±°水槽孔平开窗应在下方距滑撑对角的内角100mm 开 水 槽 缺 , 长 度 为8mm— 10mm;推拉窗水槽孔加工距端部 230±3mm锁孔五金配件安装处开孔以五金配件尺寸规格为准,考虑实际使用功能,以使用灵活,使用不变形为宜端铣各型材端部铣及端部拼装缺应根据所配型材尺寸铣缺其误差为±,其端铣面应无飞边、毛刺部分门窗在组装时需对与之配合型材做铣缺处理, 铣缺位置按标注位置允许误差为±, 其铣缺尺寸大小应根据与之配合型材断面尺寸允许误差为±门窗在加装中梃前, 在中梃加装位置先划基准线, 划线时应充分考虑型材壁厚、角铝位置、角铝方向等门窗组角≤2000mm 误差±