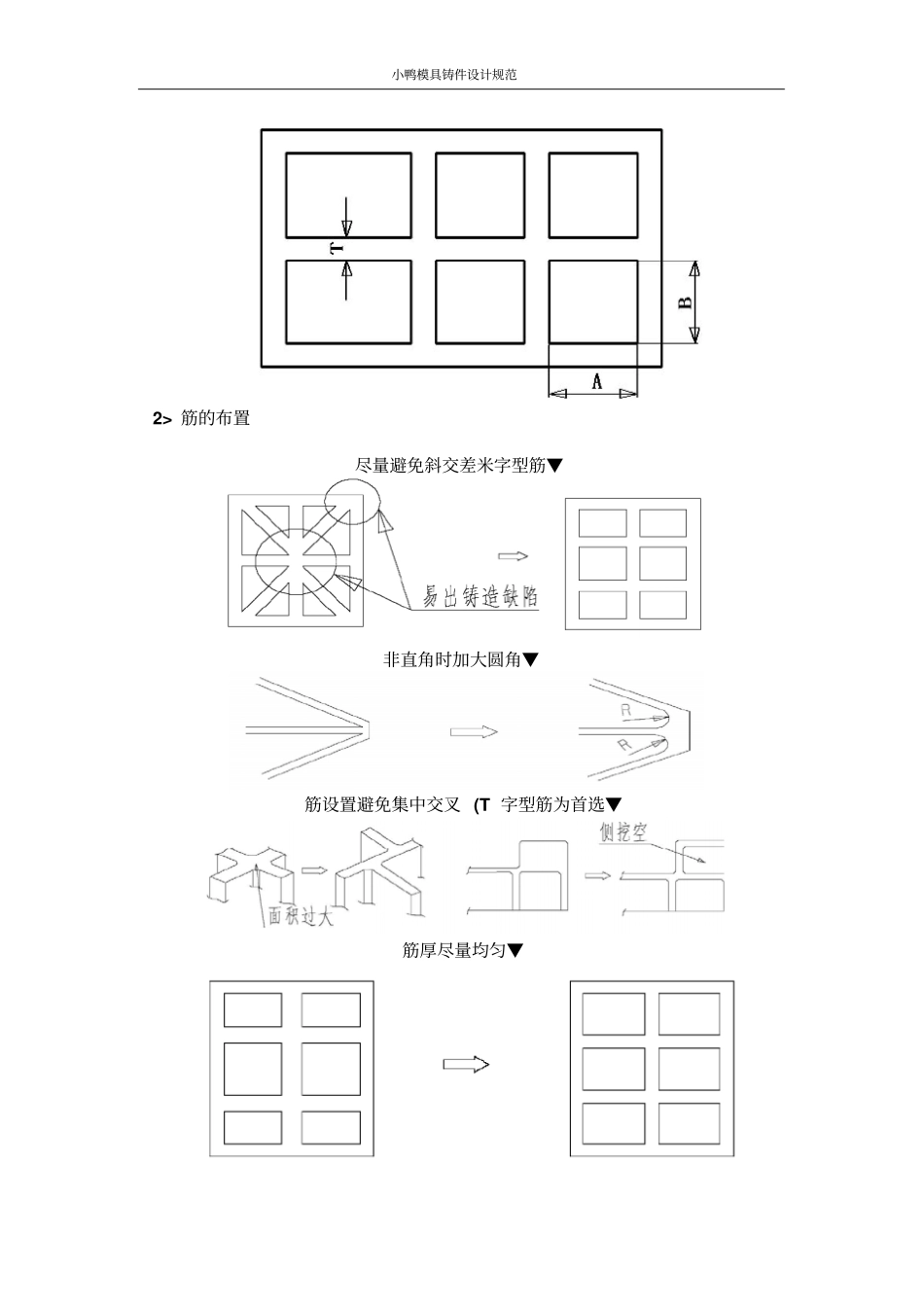
小鸭模具铸件设计规范小鸭模具铸件设计规范一、铸件的铸造精度※模具设计时必须考虑要铸件的铸造精度长度的一般偏差(一般参考尺寸mm)尺寸铸铁铸钢320 以下±3 ± 5 320~500 ±4 ± 6 500~800 ±5 ± 7 800~1250 ±6 ± 8 1250~2000 ±7 ± 8 2000~3150 ±9 ±16 3150 以上±13 ±20 壁厚的一般偏差(一般参考尺寸mm)尺寸铸铁铸钢12 以下±4 ± 6 12~20 ±4 ± 6 20~32 ±4 ± 6 32~50 ±4 ± 6 50~80 ±4 ± 6 80~120 ±4 ± 6 二、铸件的结构设计1> 筋的厚度及间距筋的厚度及间隙应注意看与厂家签订的技术要求,一般筋厚不低于30mm;筋的间距(图中 A 、B 尺寸)一般为筋厚(T)8~12 倍
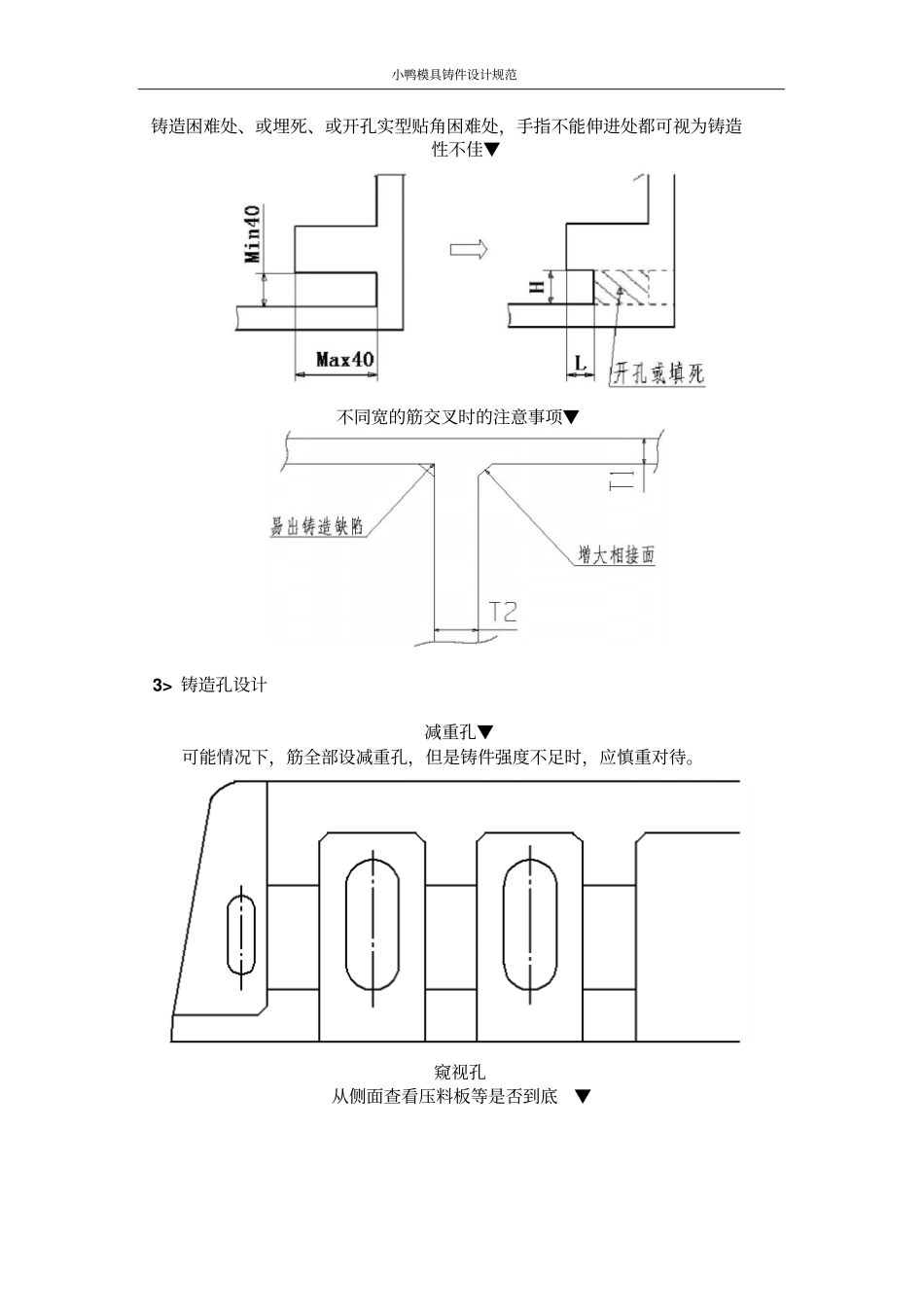
压料圈的筋间距一般取10 倍,压料板可以取12~14 倍,模板外周加强筋的间距可取至14~18 倍小鸭模具铸件设计规范2> 筋的布置尽量避免斜交差米字型筋▼非直角时加大圆角▼筋设置避免集中交叉 (T 字型筋为首选▼筋厚尽量均匀▼小鸭模具铸件设计规范铸造困难处、或埋死、或开孔实型贴角困难处,手指不能伸进处都可视为铸造性不佳▼不同宽的筋交叉时的注意事项▼3> 铸造孔设计减重孔▼可能情况下,筋全部设减重孔,但是铸件强度不足时,应慎重对待
窥视孔从侧面查看压料板等是否到底▼小鸭模具铸件设计规范为测定间隙,在上、下模的压件器,导向腿处开40X60 的窥视孔 ▼连接功能铸造孔▼偏重心的铸空,当浇入铁水,实型气化后,砂芯会因偏重而变形,特别是铸空大、偏重心大时,必须在侧设置铸造孔与另一砂芯连接,以实现加强的功能
废料滑道用铸孔,为方便安装滑道、清砂等▼小鸭模具铸件设计规范安装零件用铸造孔▼安装冲孔凸模和斜楔滑块等用铸造孔排水孔▼模具清洗时,在模具不翻转的情况下保证清洗液流出,