1,砂型分湿型干型表干型自硬型石灰石砂型铁模复砂型2,高
型比压 Mpa 0
4 平均紧实度
10^3Kg/m^3 1
3 砂箱高度大于长、宽小于 1000, 高小于 250 长宽不大于 800X600 250mm, 铸件较复杂,且要求较小的尺寸公差和表面粗糙度生产率最高对砂要求水分较低,黏土量较高,用水分较高,黏土含量较低,可同中压碾轮混砂机制备应用摆轮式混砂机制备投资较高较低最低3,整体烘干砂芯的微波加热烘干工业用微波频率一般为915MHz 和2450MHz两个频段,而 2450MHz在铸造生产中应用最多, 利用某些物质具有吸收微波的性能,微波与这些物质的分子相互作用产生热效应,这种物质称为耗介质材料
各种耗介质材料的损耗系数是不同的,一般为
损耗系数越大,越易于微波加热
水的损耗系数为0
3 ,因此,用微波就可有效地去除砂芯中的水分,使砂芯固化表面烘干4,手工清理是利用钢丝刷、凿子、锉刀、风铲等工具进行
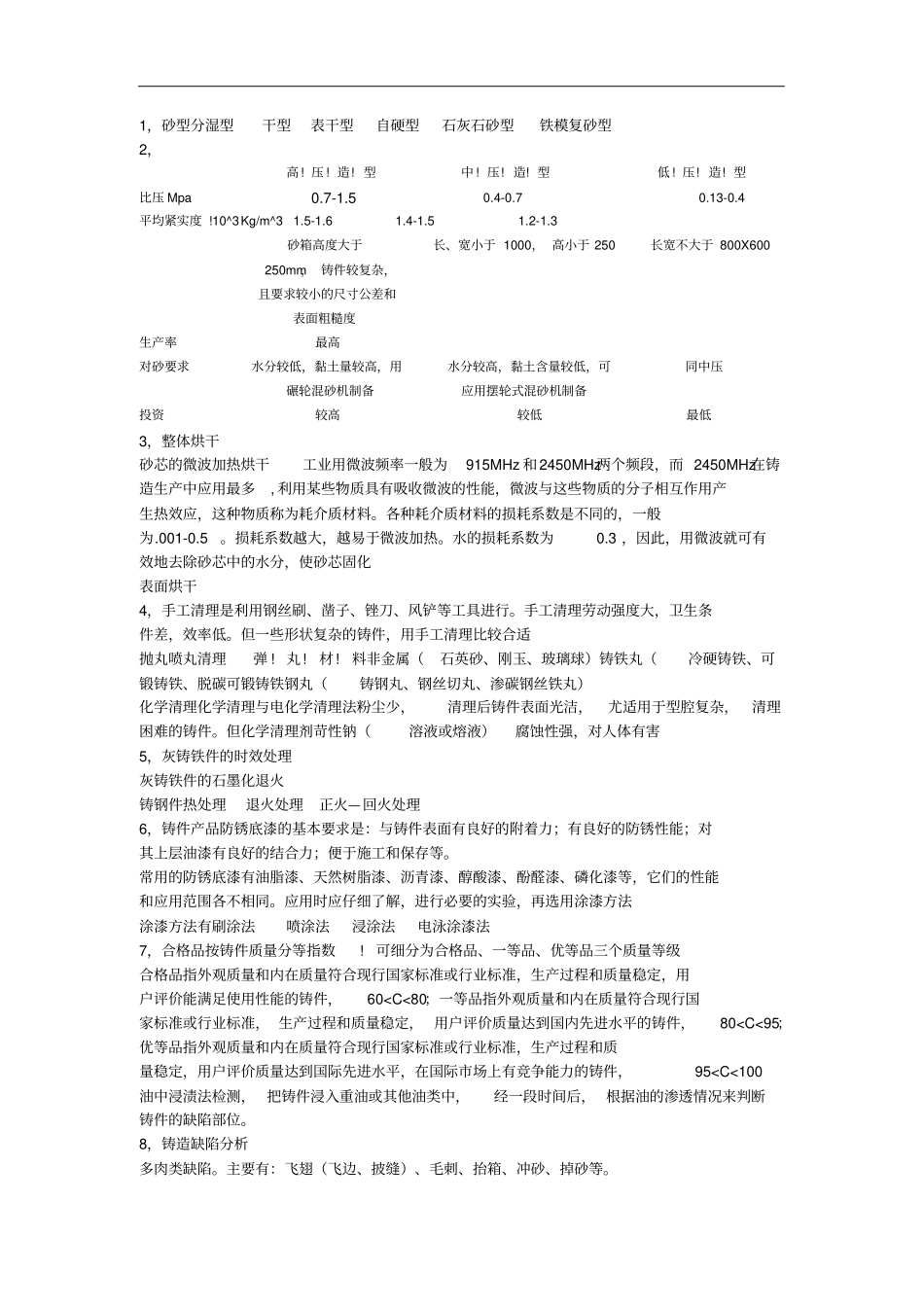
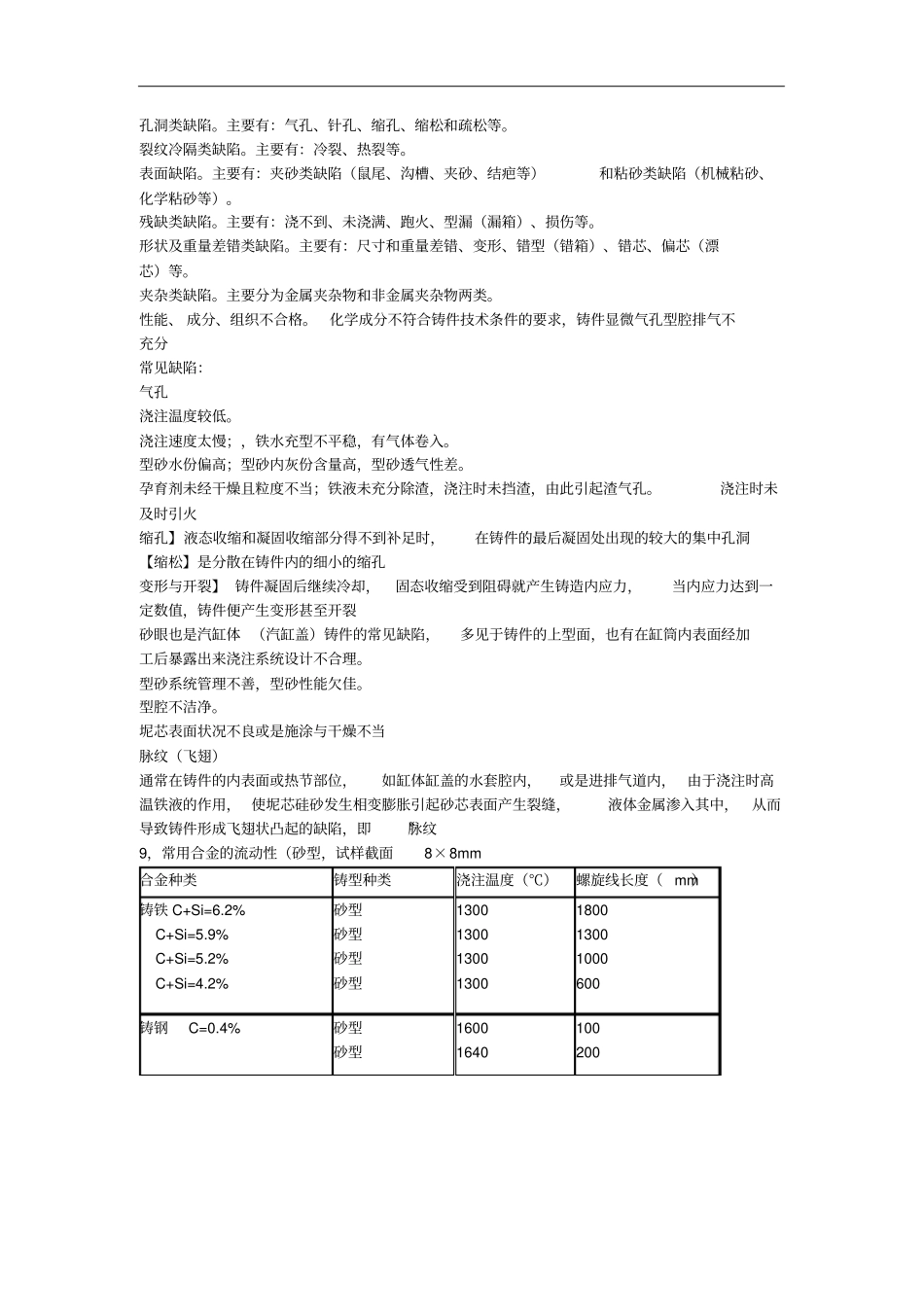
手工清理劳动强度大,卫生条件差,效率低
但一些形状复杂的铸件,用手工清理比较合适抛丸喷丸清理弹
料非金属(石英砂、刚玉、玻璃球)铸铁丸(冷硬铸铁、可锻铸铁、脱碳可锻铸铁钢丸(铸钢丸、钢丝切丸、渗碳钢丝铁丸)化学清理化学清理与电化学清理法粉尘少,清理后铸件表面光洁,尤适用于型腔复杂,清理困难的铸件
但化学清理剂苛性钠(溶液或熔液)腐蚀性强,对人体有害5,灰铸铁件的时效处理灰铸铁件的石墨化退火铸钢件热处理退火处理正火—回火处理6,铸件产品防锈底漆的基本要求是:与铸件表面有良好的附着力;有良好的防锈性能;对其上层油漆有良好的结合力;便于施工和保存等
常用的防锈底漆有油脂漆、天然树脂漆、沥青漆、醇酸漆、