零件结构的铸造工艺性分析铸造工艺性,是指零件结构既有利于铸造工艺过程的顺利进行,又有利于保证铸件质量
还可定义为:铸造零件的结构除了应符合机器设备本身的使用性能和机械加工的要求外, 还应符合铸造工艺的要求
这种对铸造工艺过程来说的铸件结构的合理性称为铸件的铸造工艺性
另定义:铸造工艺性是指零件的结构应符合铸造生产的要求,易于保证铸件品质,简化铸造工艺过程和降低成本
铸造工艺性不好,不仅给铸造生产带来麻烦,不便于操作,还会造成铸件缺陷
因此,为了简化铸造工艺,确保铸件质量,要求铸件必须具有合理的结构
一、 铸件质量对铸件结构的要求1.铸件应有合理的壁厚某些铸件缺陷的产生,往往是由于铸件结构设计不合理而造成的
采用合理的铸件结构,可防止许多缺陷
每一种铸造合金,都有一个合适的壁厚范围,选择得当,既可保证铸件性能(机械性能) 要求,又便于铸造生产
在确定铸件壁厚时一般应综合考虑以下三个方面:保证铸件达到所需要的强度和刚度;尽可能节约金属; 铸造时没有多大困难
(1)壁厚应不小于最小壁厚在一定的铸造条件下, 铸造合金能充满铸型的最小壁厚称为该铸造合金的最小壁厚
为了避免铸件的浇不足和冷隔等缺陷,应使铸件的设计壁厚不小于最小壁厚
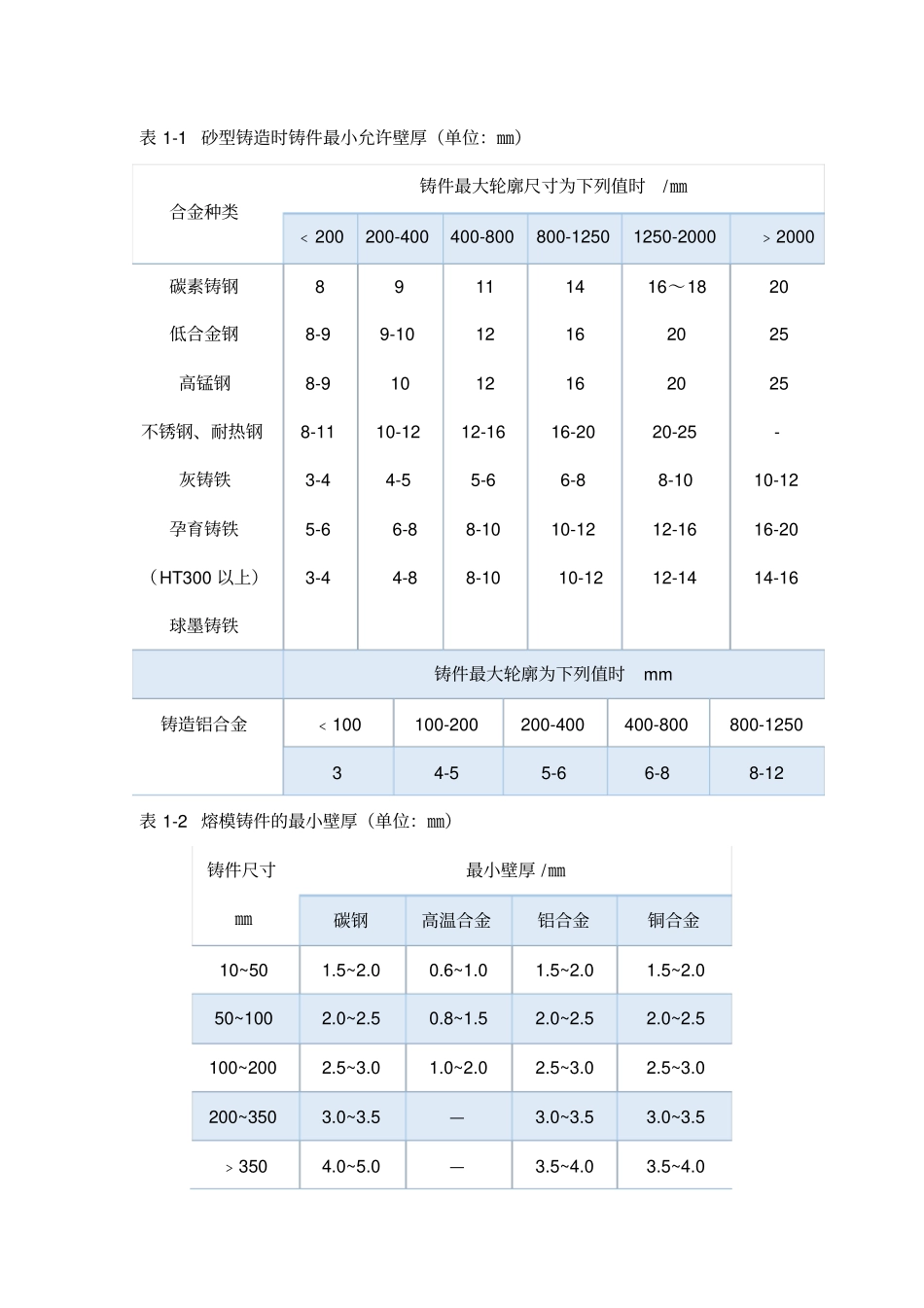
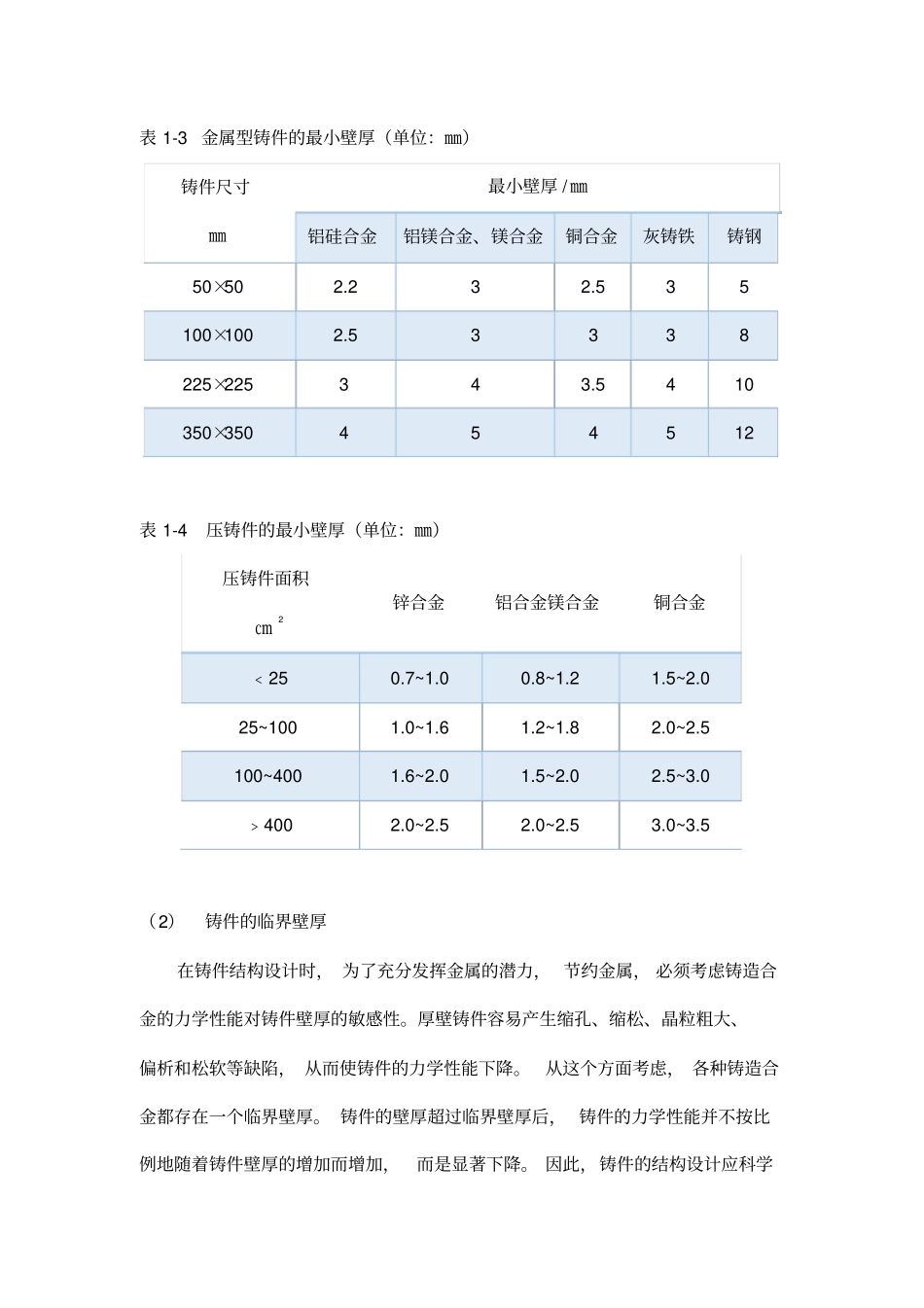
各种铸造工艺条件下,铸件最小允许壁厚见表1-1 ~表 1-5 表 1-1 砂型铸造时铸件最小允许壁厚(单位:㎜)合金种类铸件最大轮廓尺寸为下列值时/㎜﹤200 200-400 400-800 800-1250 1250-2000 ﹥2000 碳素铸钢低合金钢高锰钢不锈钢、耐热钢灰铸铁孕育铸铁(HT300 以上)球墨铸铁8 8-9 8-9 8-11 3-4 5-6 3-4 9 9-10 10 10-12 4-5 6-8 4-8 11 12 12 12-16 5-6 8-10 8-10 14 16 16 16-20 6-8 10-12 10-12 16~18