瞟I 装配生产流程化指导手册文件编号制定日期版本/页次页次2操作名前期准备烙铁操作焊接方法元器件的插焊视图或参选择拿法时以顺手为标准,小心避免烙铁烫伤
操作方法确认焊锡丝,烙铁
烙铁头在焊接前应挂上一层光亮的焊锡
所焊印制电路板的装配图,并按图纸配料检查元器件型号、规格及数量是否符合图纸上的要求
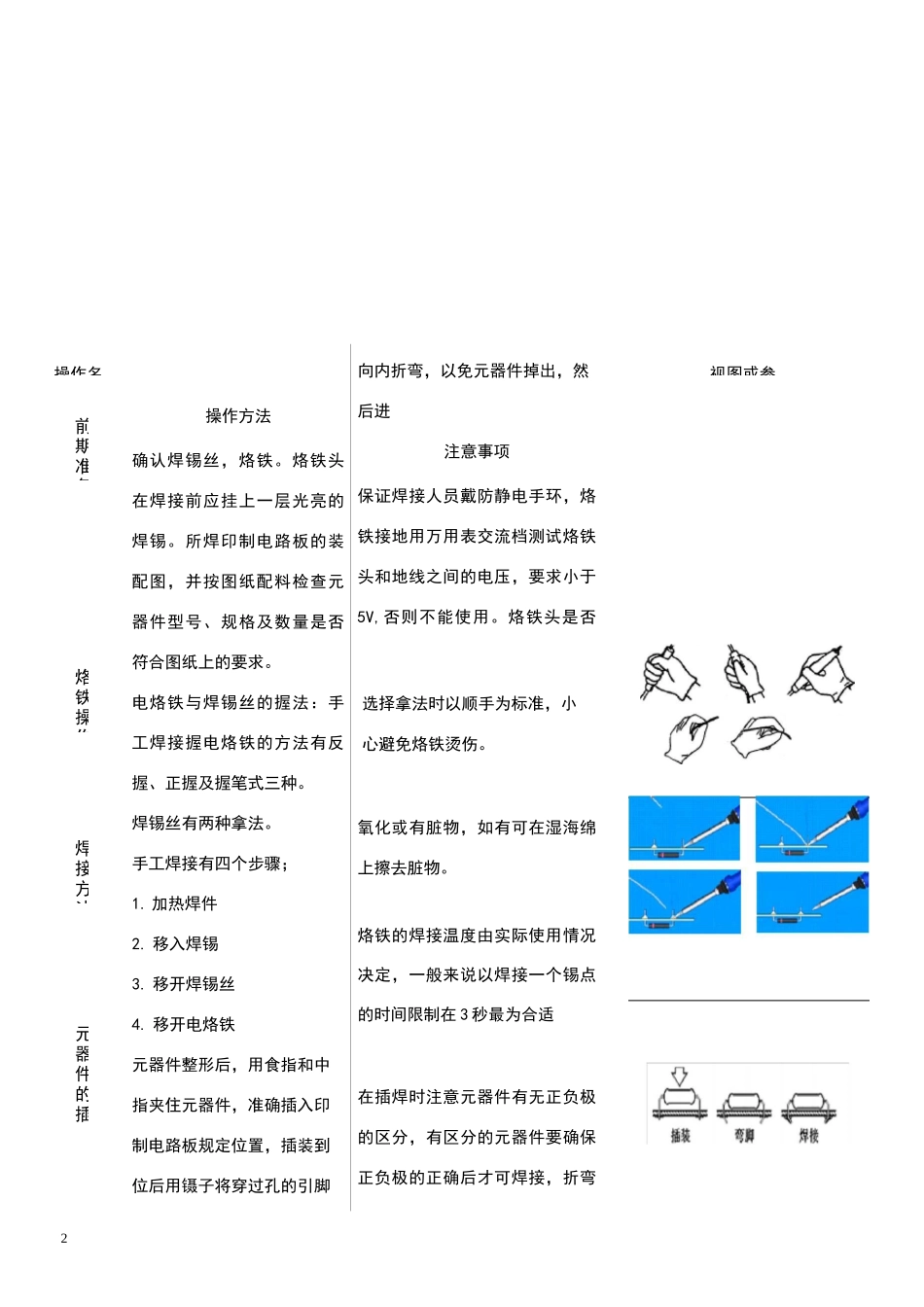
电烙铁与焊锡丝的握法:手工焊接握电烙铁的方法有反握、正握及握笔式三种
焊锡丝有两种拿法
手工焊接有四个步骤;1
移开焊锡丝4
移开电烙铁元器件整形后,用食指和中指夹住元器件,准确插入印制电路板规定位置,插装到位后用镊子将穿过孔的引脚向内折弯,以免元器件掉出,然后进注意事项保证焊接人员戴防静电手环,烙铁接地用万用表交流档测试烙铁头和地线之间的电压,要求小于5V,否则不能使用
烙铁头是否氧化或有脏物,如有可在湿海绵上擦去脏物
烙铁的焊接温度由实际使用情况决定,一般来说以焊接一个锡点的时间限制在 3 秒最为合适在插焊时注意元器件有无正负极的区分,有区分的元器件要确保正负极的正确后才可焊接,折弯3或整形后有字符的元器件面应置于容易观察的位置
(电阻器)印制电4行焊接操作
将电阻器按图纸要求装入规定位置,并要求标记向上,字向一致,装完一种规格再装另一种规格并尽量使电阻器的高低一致,焊接后将露在印制电路板表面上多余的引脚齐根剪去焊接时注意避免烙铁在一点上停留时间过长,以免造成电路板过热损坏
有正负极的电阻要注意不要把正负极接反
手工焊接作业指导书1
目的:规范电路板的手工焊接作业程序,使操作者能正确安全的进行生产
范围:适用于本公司现经过培训的操作人员3
操作规程5装配生产流程化指导手册文件编号制定日期版本/页次页次6操作名称操 E 方法注意事项视图或参数电路板的焊接印制电路板的焊接一电容器(二极管)印制电路板的焊接(三极管)印制电路板的焊接(集成电路