焊接方法,材料,工艺简介 一、焊接母材 1
钢的定义 含碳量小于2
06%的铁碳合金钢称为钢, 含碳量小于等于0
25%的碳钢称为低碳钢, 含碳量在0
60%的碳钢称为中碳钢, 含碳量高于0
60%的碳钢称为高碳钢
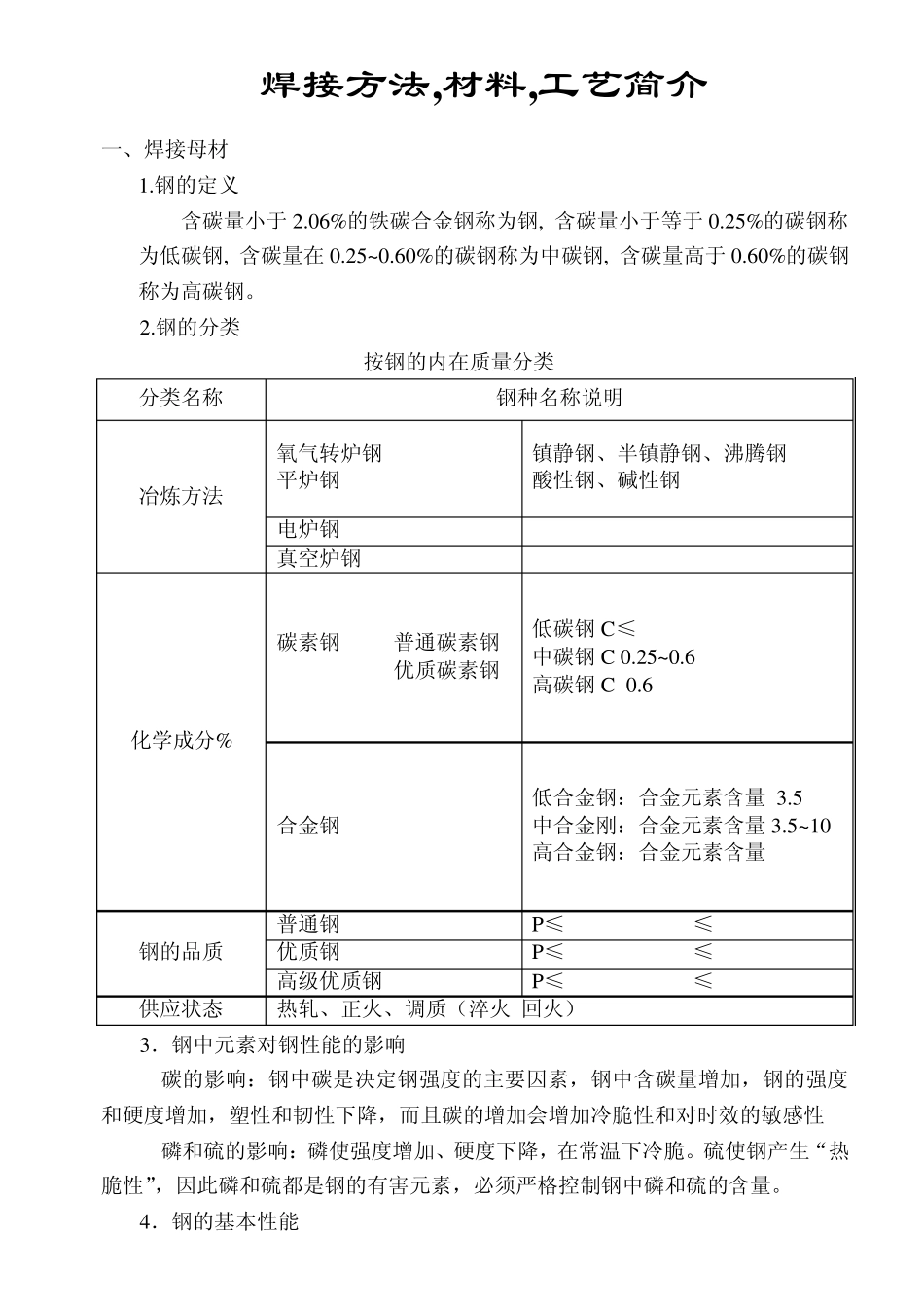
钢的分类 按钢的内在质量分类 分类名称 钢种名称说明 冶炼方法 氧气转炉钢 平炉钢 镇静钢、半镇静钢、沸腾钢 酸性钢、碱性钢 电炉钢 真空炉钢 化学成分% 碳素钢 普通碳素钢 优质碳素钢 低碳钢C≤0
25 中碳钢C 0
6 高碳钢C>0
6 合金钢 低合金钢:合金元素含量10 钢的品质 普通钢 P≤0
045% S≤0
05% 优质钢 P≤0
035% S≤0
035% 高级优质钢 P≤0
025% S≤0
025% 供应状态 热轧、正火、调质(淬火+回火) 3.钢中元素对钢性能的影响 碳的影响:钢中碳是决定钢强度的主要因素,钢中含碳量增加,钢的强度和硬度增加,塑性和韧性下降,而且碳的增加会增加冷脆性和对时效的敏感性 磷和硫的影响:磷使强度增加、硬度下降,在常温下冷脆
硫使钢产生“热脆性”,因此磷和硫都是钢的有害元素,必须严格控制钢中磷和硫的含量
4.钢的基本性能 在钢材技术标准中包括五项基本性能:屈服点、抗拉强度、伸长率 、冲击韧性和冷弯
5.钢的可焊性 对于碳钢及低合金钢结构,一般采用下列公式计算碳当量来分析钢的可焊性
CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 当 CE0
6%时,可焊性差
二.焊接材料 1
焊条 (1)
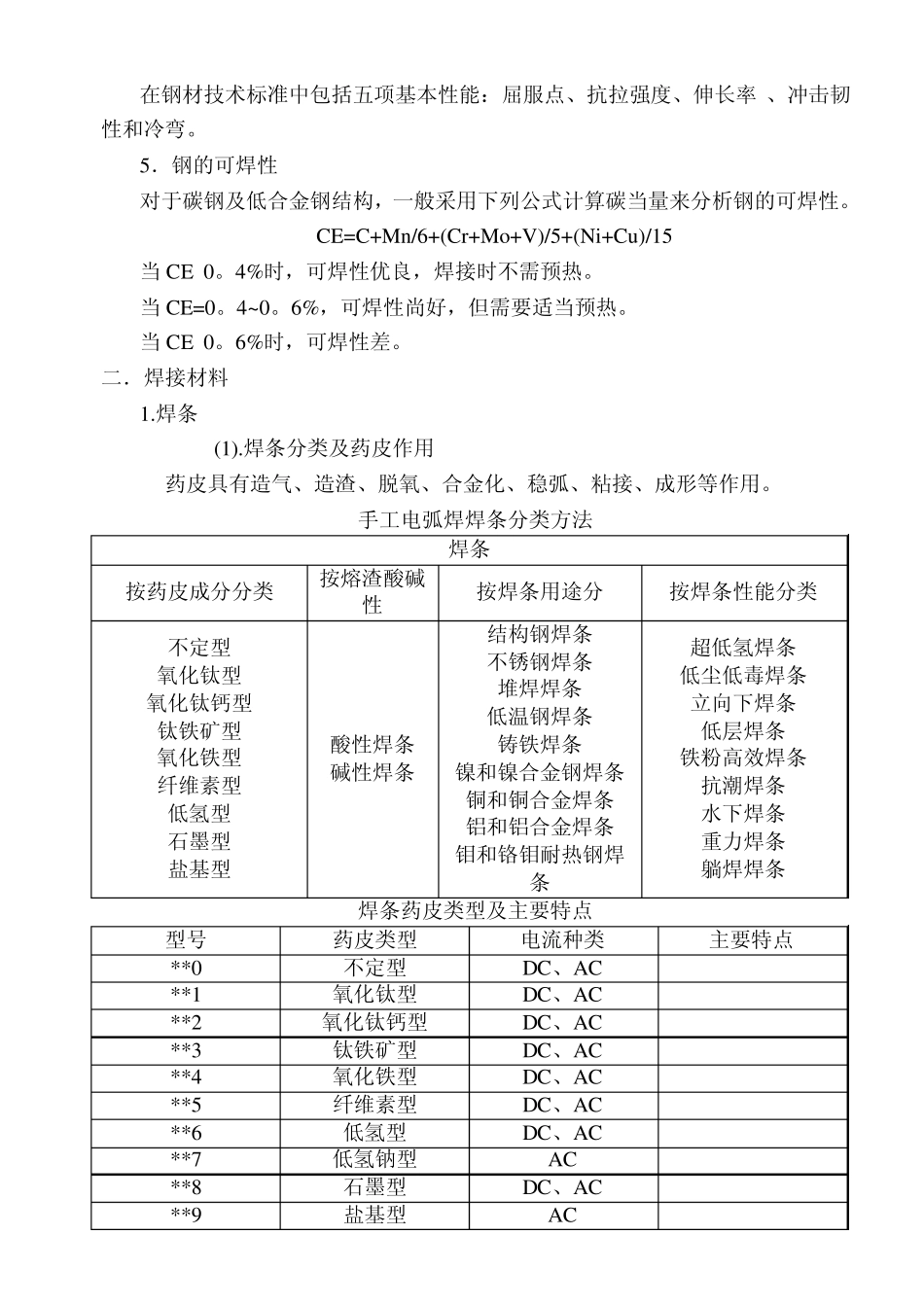
焊条分类及药皮作用 药皮具有造气、造渣、脱氧、合金化、稳弧、粘接、成形等作用
手工电弧焊焊条分类方法 焊条 按药皮成分分类 按熔渣酸碱性 按焊条用途分 按焊条性能分类 不定型 氧化钛型 氧化钛钙型 钛铁矿型 氧化铁型 纤维素型 低氢型 石墨型 盐基型 酸性焊条 碱性焊条 结构钢焊