企业标准 共 13 页第 1 页 2008— — 发布 2008— — 实施 技术部 发布 新乡锅炉制造有限公司 焊 接材 料 选 用 2 0 0 8— 0 4 2 4 编制: 校对: 审核: 审定: 新乡锅炉制造有限公司企业标准 XG2008—0424 第 2 页 总 工 程 师 批 准: 前 言 本 标 准 是 根 据CE冶 金 和ASME法 规 第 Ⅰ卷C篇《焊接材料》(2001版)、《蒸汽锅炉安全技术监察规 程》(96版)进行编制
本 标 准 自实施之日起开始执行
本 标 准 于2008年首次制定
本 标 准 由技术部提出并归口
本 标 准 由技术部起草并解释
本 标 准 主要起草人: 新乡锅炉制造有限公司企业标准 XG2008—0424 第 3 页 1 范 围 本 标 准 适 用 于 依 据ASME法 规 第 Ⅰ卷及《蒸汽锅炉安全技术监察规 程》制造的锅炉受压部件的焊接
2 引 用 标 准 X G30
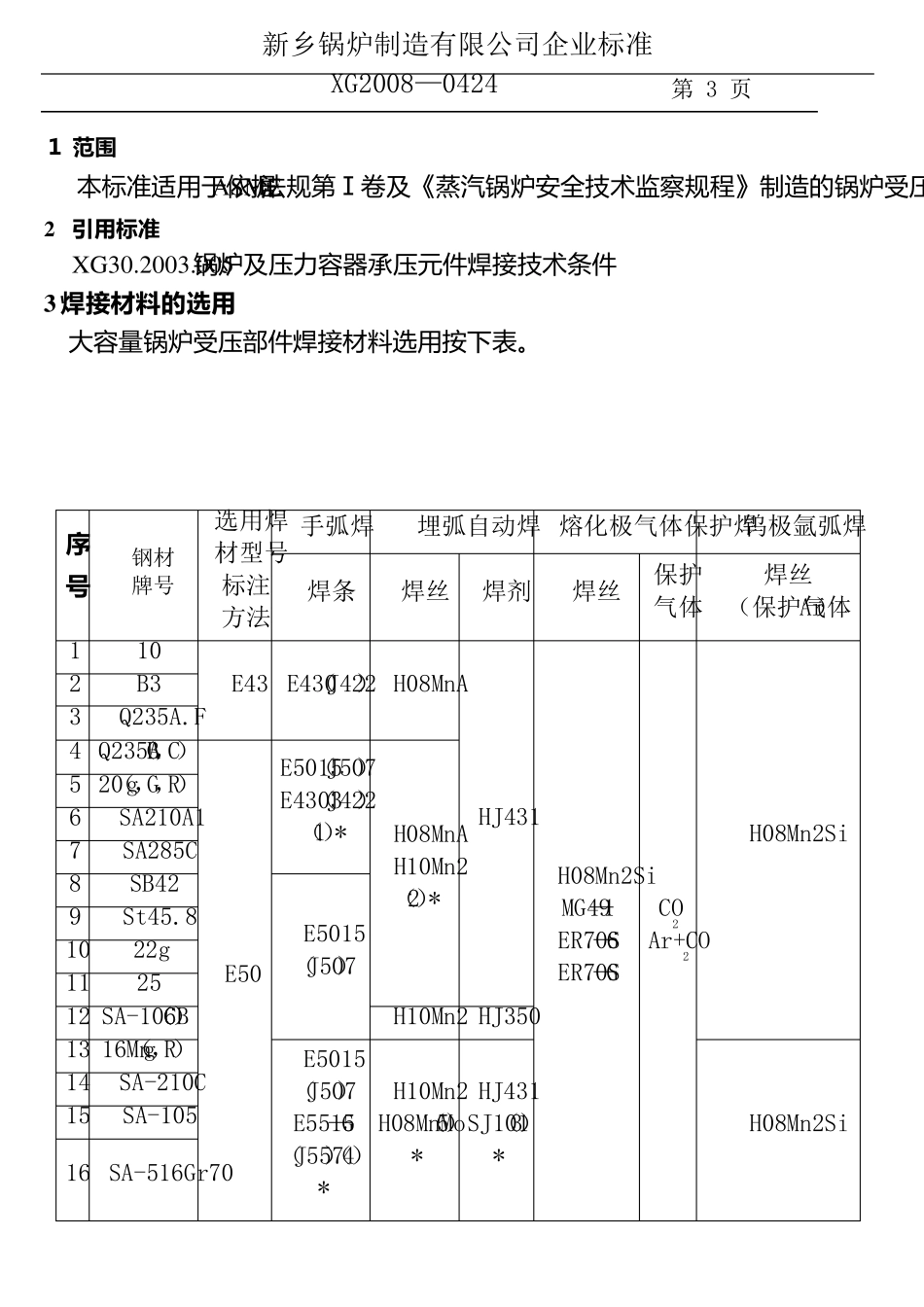
005 锅炉及压力容器承压元件焊接技术条件 3 焊接材料的选用 大容量锅炉受压部件焊接材料选用 按下表
序号 钢材 牌号 选用焊 材型号 标注 方法 手弧焊 埋弧自动焊 熔化极气体保护焊 钨极氩弧焊 焊条 焊丝 焊剂 焊丝 保护气体 焊丝 (保护气体Ar) 1 10 E43 E430(J422) H08MnA HJ431 H08Mn2Si MG49—1 ER70S—6 ER70S—G CO2 Ar+CO2 H08Mn2Si 2 B3 3 Q235A
F 4 Q235A(B,C) E50 E5015(J507) E4303(J422)(1)* H08MnA H10Mn2 (2)* 5 20(g,G,R) 6 SA210A1 7 SA285C 8 SB42 E5015 (J507) 9 St45
8 10 22g 11 25 12 SA-106B