- 1 - 焊接材料烘焙规范及操作规程 1、焊条的烘焙温度和保温时间,严格按焊条生产厂家推荐的烘焙规定或有关的技术规范要求进行
国外焊材的烘焙要求,按所提供的焊材质保书或有关技术规范要求进行烘焙
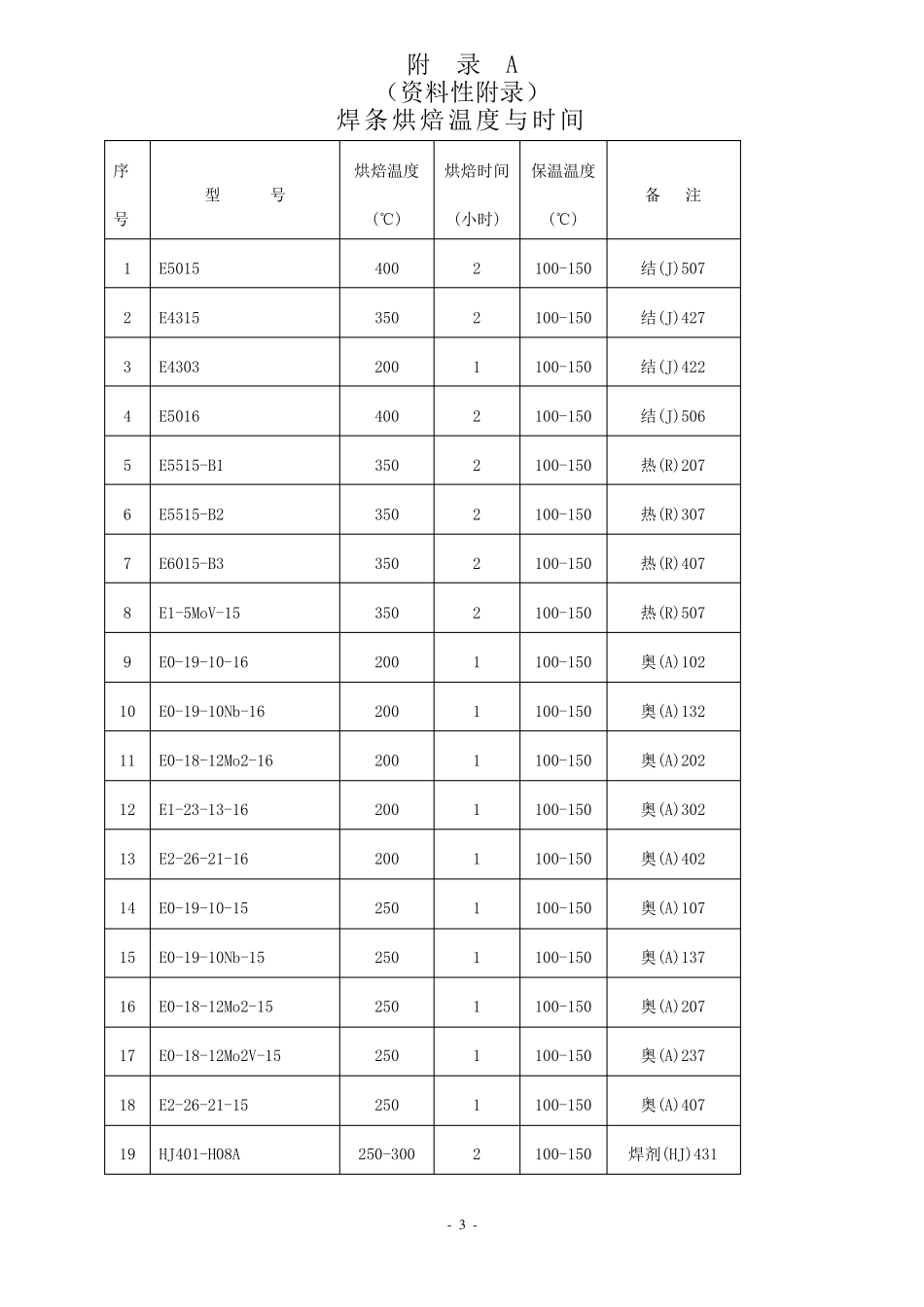
2、如焊条生产厂家无烘焙规定或有关技术规范,则按下表的烘干规范进行: 焊条类别 酸性焊条 碱性焊条 碱性不锈钢焊条 保温时间 1h 1h 1h 烘干温度 70~150℃ 350-400℃ 150~250℃ 注:⑴酸性焊条储存时间短且包装良好的,使用于一般结构件焊接,在使用前不再烘焙
⑵碱性焊条对含氢量有特别要求的,烘焙温度应提高到400~450℃,保温1~2h 3、焊条烘干时,应缓慢升温、保温、缓慢降温,严禁将需烘干的焊条直接放入已升至高温的烘箱内,或者将烘至高温的焊条从高温炉中突然取出冷却,以防止焊条药皮因骤冷或骤热面产生开裂或脱落现象
4、同一烘干箱每次只能入同种烘干规范的焊条进行烘干,对烘干规范相同,但批号、牌号或规格不同的焊条,堆放时必须有一定的物理间隔,且焊条堆放不宜过高(一般为1~3 层),以保证焊条烘干均匀
5、烘干后 的焊条,应贮 放在温度为50~100℃的恒 温保温箱内,随 用随 取
6、当 焊条在施 工 现场 放置 超 过4 个 小 时以上 时,应对焊条重 新 烘干处 理,但焊条反 复 烘干次数 不得 超 过三 次
附 件 17:焊接材料回 收 制 度 焊接材料回 收 制 度 为了 节 省 焊材,保证焊接工 程质量,保持 安 全 、清 洁 、文 明 的施 工 环 境 ,特制 定焊材回 收制 度
1、每个 焊工 只允 许 领 用、退 回 自 己 本 人 使用的焊材,不允 许 几 个 焊工 所需的焊材由 一个 焊工 领 用、退 回 ,并 要求当 天 退 回 剩 余 焊材及焊材头
2、焊工 在焊接施 工 过程中,不得 乱 抛 乱 丢 焊材头 及剩 余