1、当您付费下载文档后,您只拥有了使用权限,并不意味着购买了版权,文档只能用于自身使用,不得用于其他商业用途(如 [转卖]进行直接盈利或[编辑后售卖]进行间接盈利)。2、本站所有内容均由合作方或网友上传,本站不对文档的完整性、权威性及其观点立场正确性做任何保证或承诺!文档内容仅供研究参考,付费前请自行鉴别。3、如文档内容存在违规,或者侵犯商业秘密、侵犯著作权等,请点击“违规举报”。
碎片内容
《焊管质量检验标准》 为提高产品质量,增强企业后劲,满足用户需求,使我公司的产品在激烈的市场竞争中立于不败之地,特制定焊管质量内控检验标准
一、焊管原料检验 原料质量好坏是保证焊管质量的关键,因此,凡是进厂的原料在使用之前都要进行检验,验收质量合格单,观察外表,测量宽度和厚度是否均等,特别是直拔料,除检验宽度、厚度外,还要进行化学成分和拉伸试验的检查,合格后才能正常投入生产
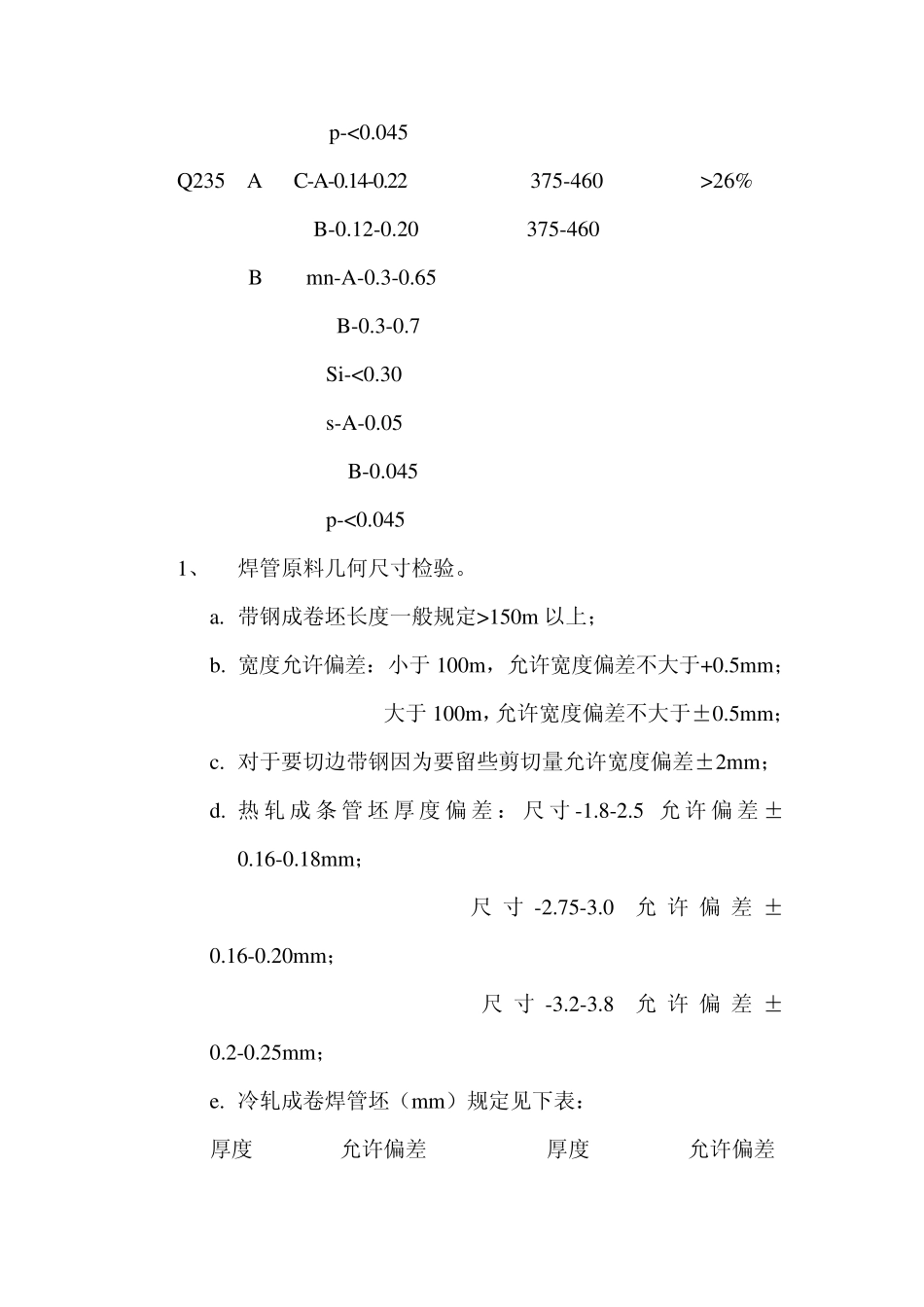
焊管常用钢种、化学成分、性能
钢种:碳素结构钢,执行国标GB700-88 规定,见表: 牌号 等级 化学成分 抗拉强度 延伸率 Q195 一 C-0
12 315-390 >33% mn-0
50 si-≤0
3 s-≤0
05 p-≤0
045 Q125 A C-0
15 335-410 >31% B mn-0
55 335-410 si-
出售各种资料和文档