焊缝外观检验标准1、 目的 指导焊工及焊接检验人员工作,确保焊接质量,适用于所有焊接件焊缝外观检验
2、 焊接部外观检查项目 2
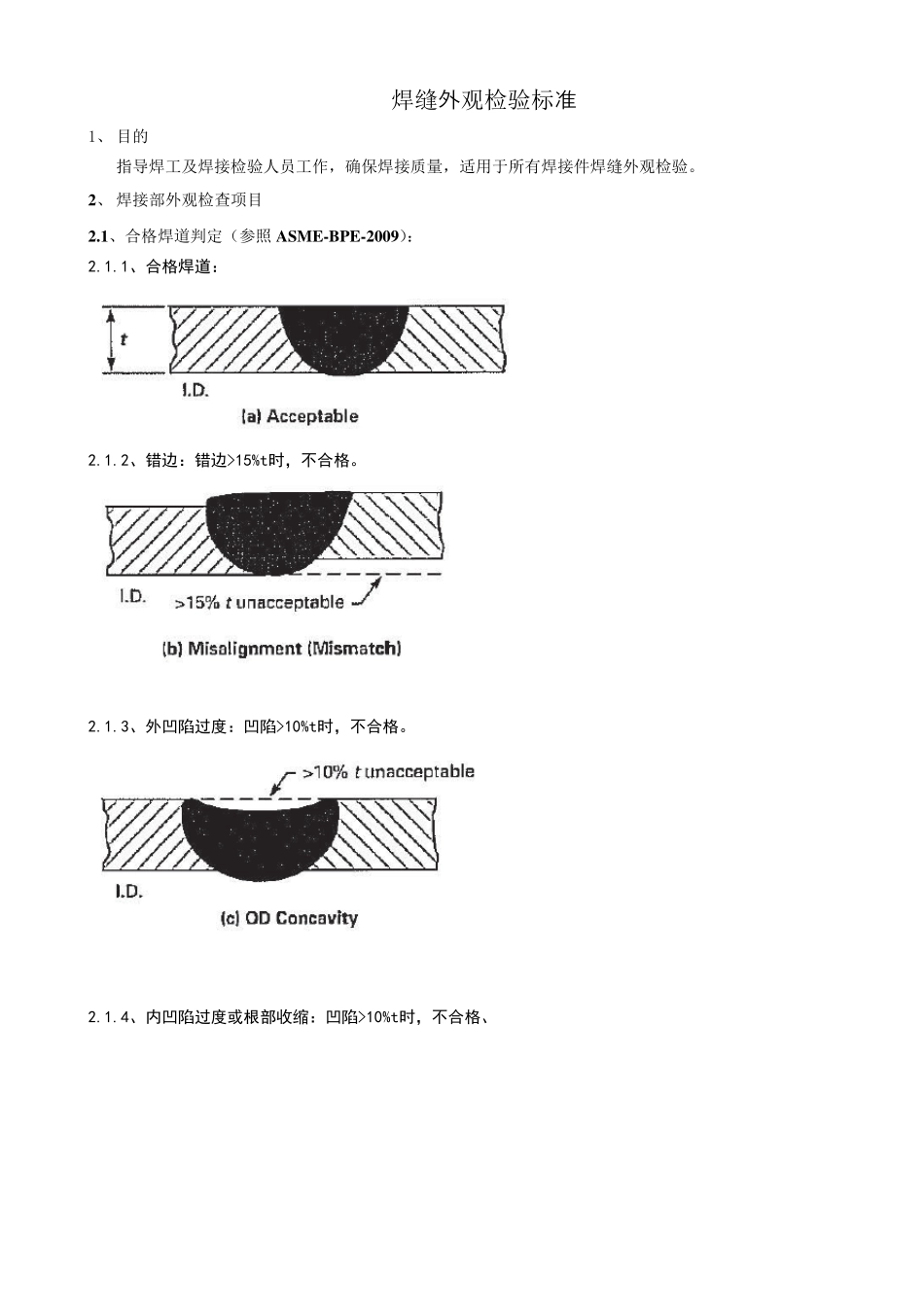
1、合格焊道判定(参照 ASME-BPE-2009): 2
1、合格焊道: 2
2、错边:错边>15%t时,不合格
3、外凹陷过度:凹陷>10%t时,不合格
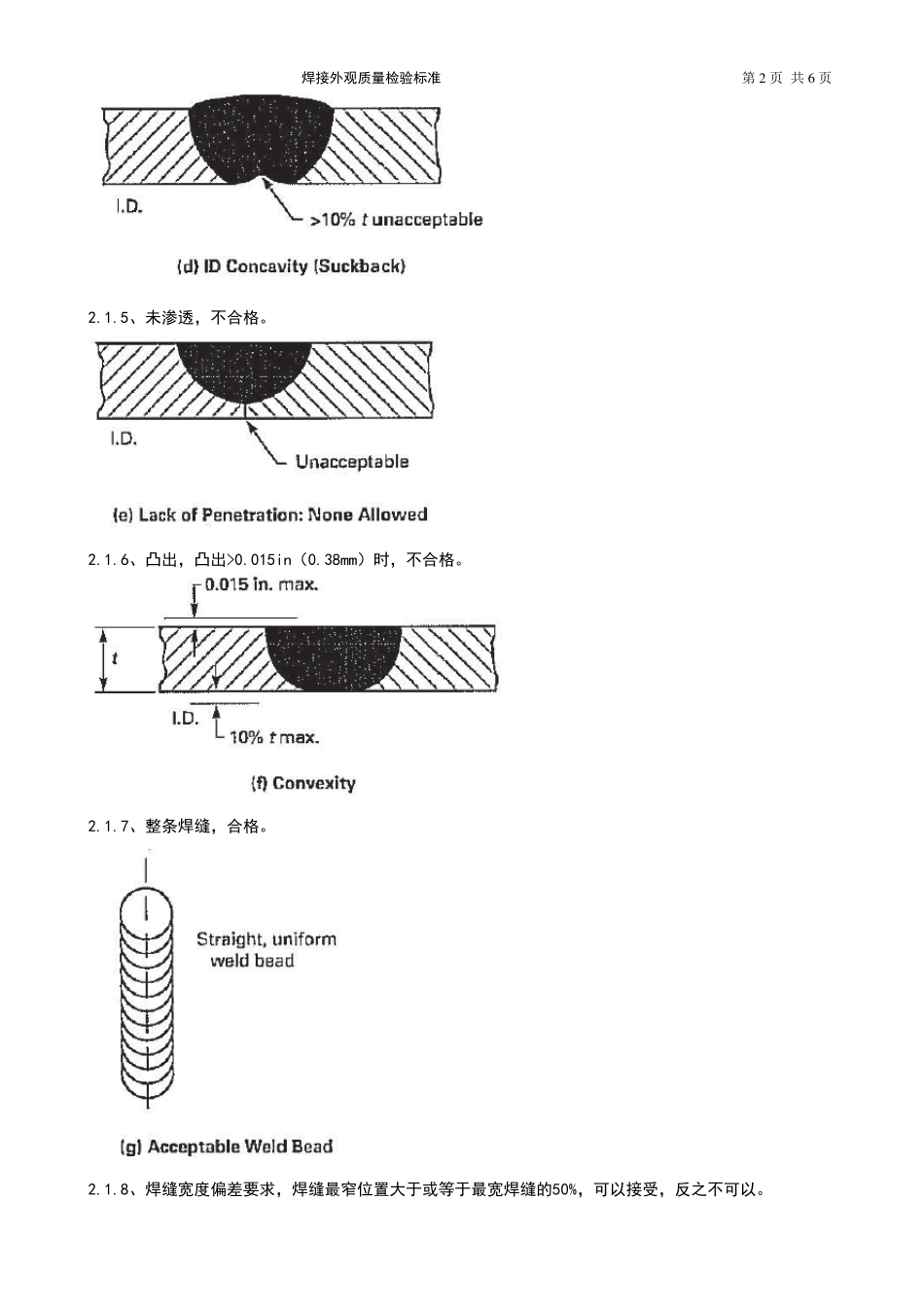
4、内凹陷过度或根部收缩:凹陷>10%t时,不合格、 焊接外观质量检验标准 第2 页 共6 页 2
5、未渗透,不合格
6、凸出,凸出>0
015in(0
38mm)时,不合格
7、整条焊缝,合格
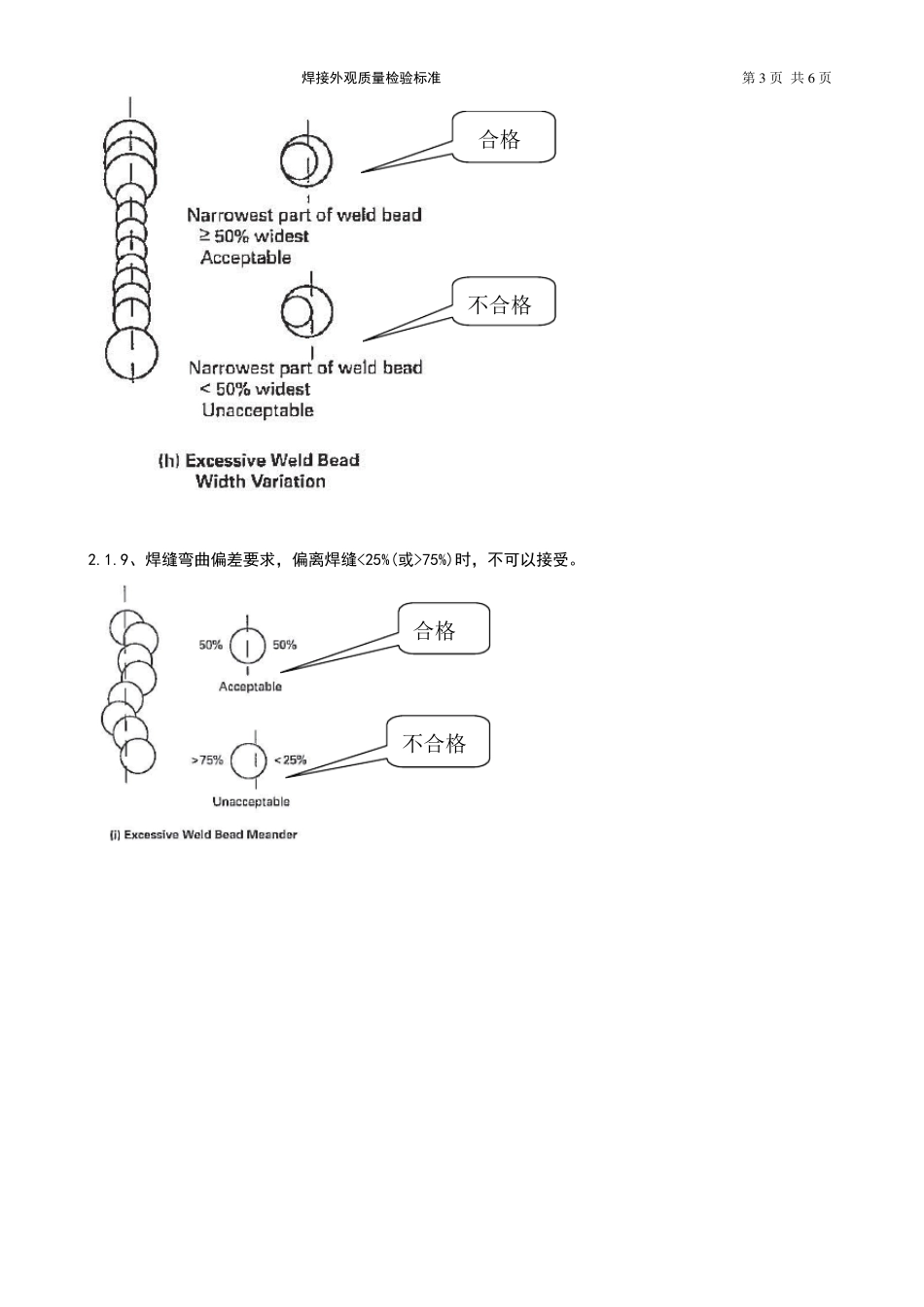
8、焊缝宽度偏差要求,焊缝最窄位置大于或等于最宽焊缝的50%,可以接受,反之不可以
焊接外观质量检验标准 第3 页 共6 页 2
9、焊缝弯曲偏差要求,偏离焊缝75%)时,不可以接受
合格不合格合格不合格 焊接外观质量检验标准 第4 页 共6 页 2
2 、焊道外观缺陷 项目 名称及内容 图解 实例图片(碳钢图片) 1 咬边:由于焊接参数选择不当,或操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷
2 气孔:焊接时,熔池中的气泡在凝固时未能逸出而残留下来形成的空穴叫气孔
3 未熔合:熔焊时,焊道与母材之间或焊道与焊道之间,未完全熔化结合的部分; 4 未焊透:焊接时接头根部未完全熔透的现象
5 裂纹:在焊接应力及其它致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏而形成的新界面而产生的缝隙,它具有尖锐的缺口和大的长宽比的特 焊接外观质量检验标准 第5 页 共6 页 征
6 未焊满:由于填充金属不足,在焊缝表面形成的连续或断续的沟槽
(管道对接时外径凹陷或根部收缩高度大于壁厚的1 0 %时不合格) 7 焊瘤:焊接过程中,熔化金属流淌到焊缝之外未熔化的母材上所形成的金属瘤
(θ≤9 0 °) 8 烧穿:焊接