生产线员工技能等级评定管理办法 1、目的 为规范生产一线技术工人技能等级考核评定工作,促进技术工人不断学习业务知识、努力提高技术水平,更好的提高产品质量和实现自身价值,结公司当前实际,特制订本管理办法
2、适用范围 公司拟针对生产一线工人为主进行技能等级评定,不包括各科室管理人员,辅助人员,工人技能等级类型共分为 4 级,分别为技师、高级技工、中级技工、初级技工(打磨、包装、收尾和实习学员不在技能评定范围内,另行规定)
各岗位的技能设定具体参考技能等级的设定
3、组织设置 3
1 技能评定委员会 组 长:总经理 副组长:副总经理、技术总监、各回转支承事业部总经理、人力资源部经理 成 员:研究院、回转支承事业部、运营部、人力资源部
2 人力资源部从技能评定委员会中抽取12 人组成评定小组,负责现场实操的评定工作
4、相关部门职责 4
1 人力资源部负责等级评定的组织、监督工作; 4
2 研究院负责培训员工技能、负责设计理论考核试题库的建立、实际操作的考核项目及考核办法,并参与考核评分工作; 4
3 运营管理部、事业部参与评分标准的制定及考核评分工作; 4
4 事业部负责实际操作技能的组织工作,并准备 考核工器 具、物 品材 料
5、技术等级设定 5
1 基 础 条 件 (1)基 础 资格 条 件 :试用期 满 能独 立操作的员工 (2)能严 格 服 从班 组长及以 上 领 导 工作安 排 和调 遣 ,及时 圆 满 的完 成生产任 务
(3)热 爱 本职岗位工作,勤 劳 主动 ,人品正 派 ,团 结同 事,顾 全 大 局 ,积 极 进取
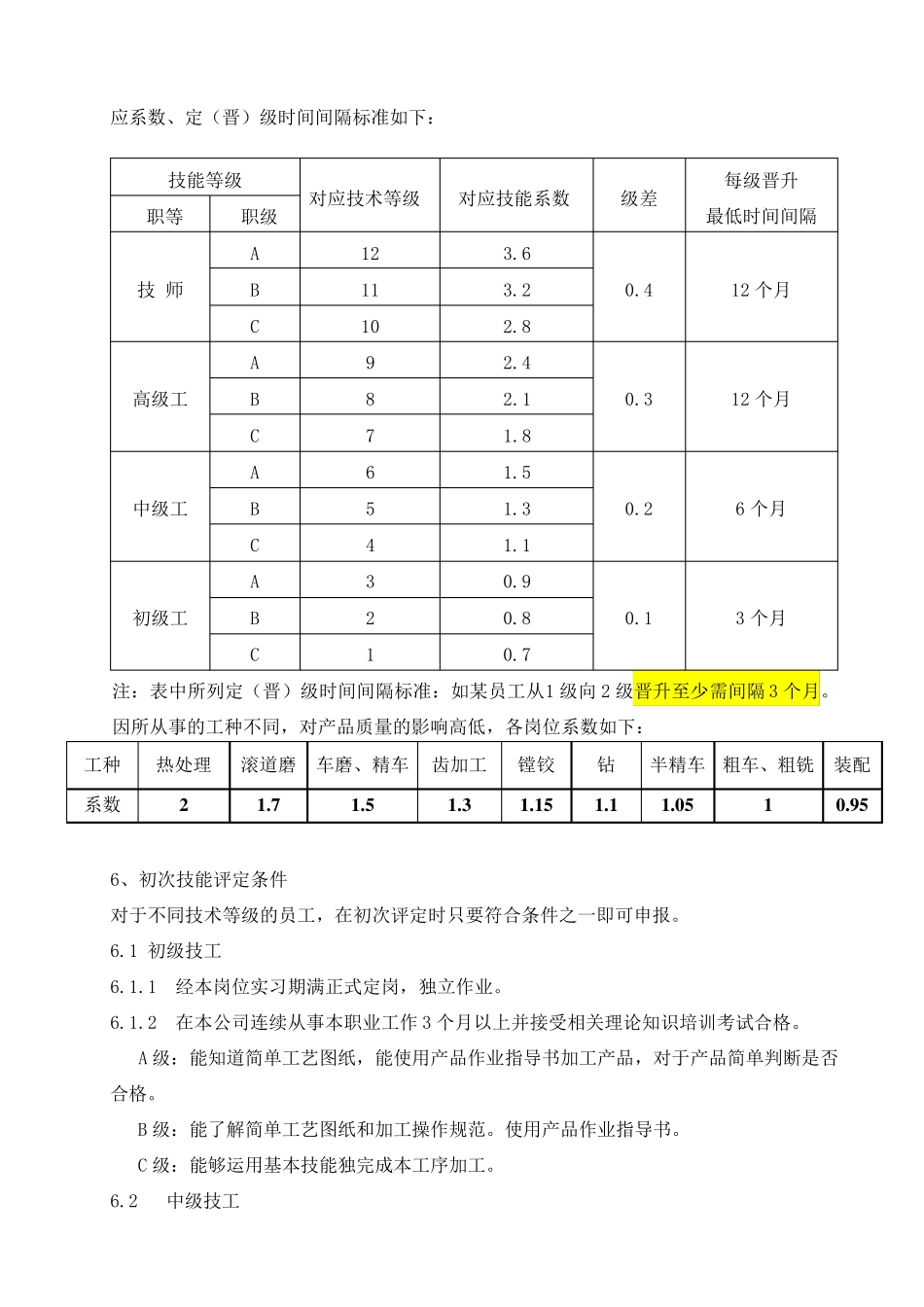
2 技术等级从低 到 高依 次 设定为初级技工、中级技工、高级技工、技师等四 个 职等,每个 职等分为 A、B、C 三 个 职级,A 级最 高,C 级最 低 ,分别对应 12 个 技术等级
事业部具体负责对每 个 职等中