压铸模具制造标准为规范模具制造,保证模具质量,特制定此标准一、总体要求:1、 所有零件按二维图纸尺寸、技术要求制作,检验依据二维图纸2、 CNC 加工采用按 3D 编程,相关公差按二维图要求制作3、 组立组要按总装图要求组合模具及配模4、 发现二维图纸少尺寸、3D 与 2D 不符、制作中出错、安装干涉等情况,及时上报质量组和设计组,由设计组及时做出解决方案,并下发新资料
质量组确认后,有新资料时电脑上错误资料第一时删除
5、 所有零件热处理按图纸要求操作、6、 所有零件表面处理按图纸要求操作7、 所有零件上机加工分中、打表规定,打表要求打长面复查短面,分中要求在毎面中心分中(中心误差超 10mm),同时用量具复查尺寸
二、模芯、滑块1、 材材为 H13 或 DIEVR2、 模芯应图纸硬度要求,要淬火处理
淬火会造成变形及材料内部硬度达到要求,制作工艺路线为粗加工、淬火、精加工、去应力回火(高温腐蚀会造成应力),才能达图纸3、 开粗前外形保证六面垂直度 0
1mm、平行度 0
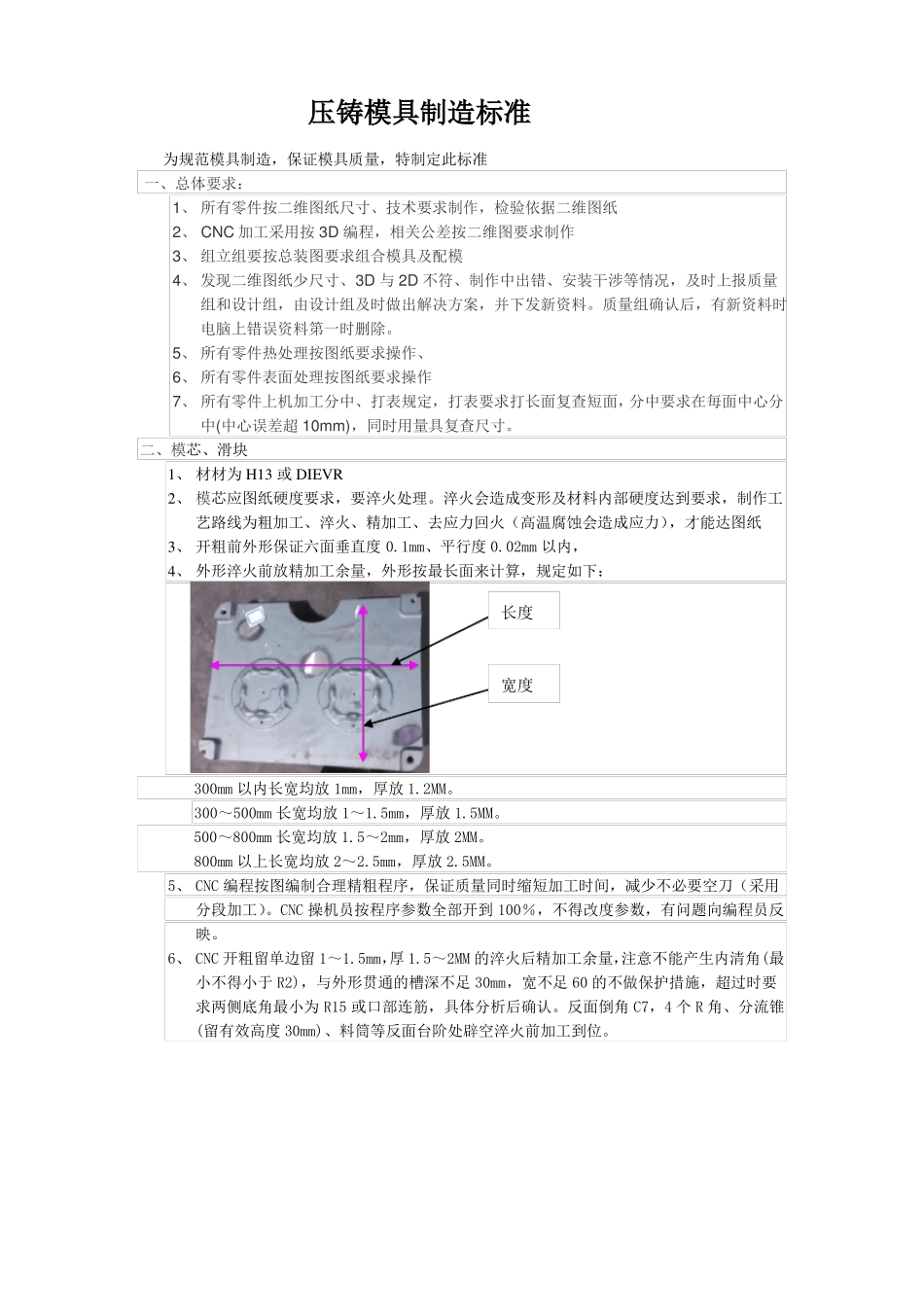
02mm 以内,4、 外形淬火前放精加工余量,外形按最长面来计算,规定如下:长度宽度300mm 以内长宽均放 1mm,厚放 1
300~500mm 长宽均放 1~1
5mm,厚放 1
500~800mm 长宽均放 1
5~2mm,厚放 2MM
800mm 以上长宽均放 2~2
5mm,厚放 2
5、 CNC 编程按图编制合理精粗程序,保证质量同时缩短加工时间,减少不必要空刀(采用分段加工)
CNC 操机员按程序参数全部开到 100%,不得改度参数,有问题向编程员反映
6、 CNC 开粗留单边留 1~1
5mm,厚 1
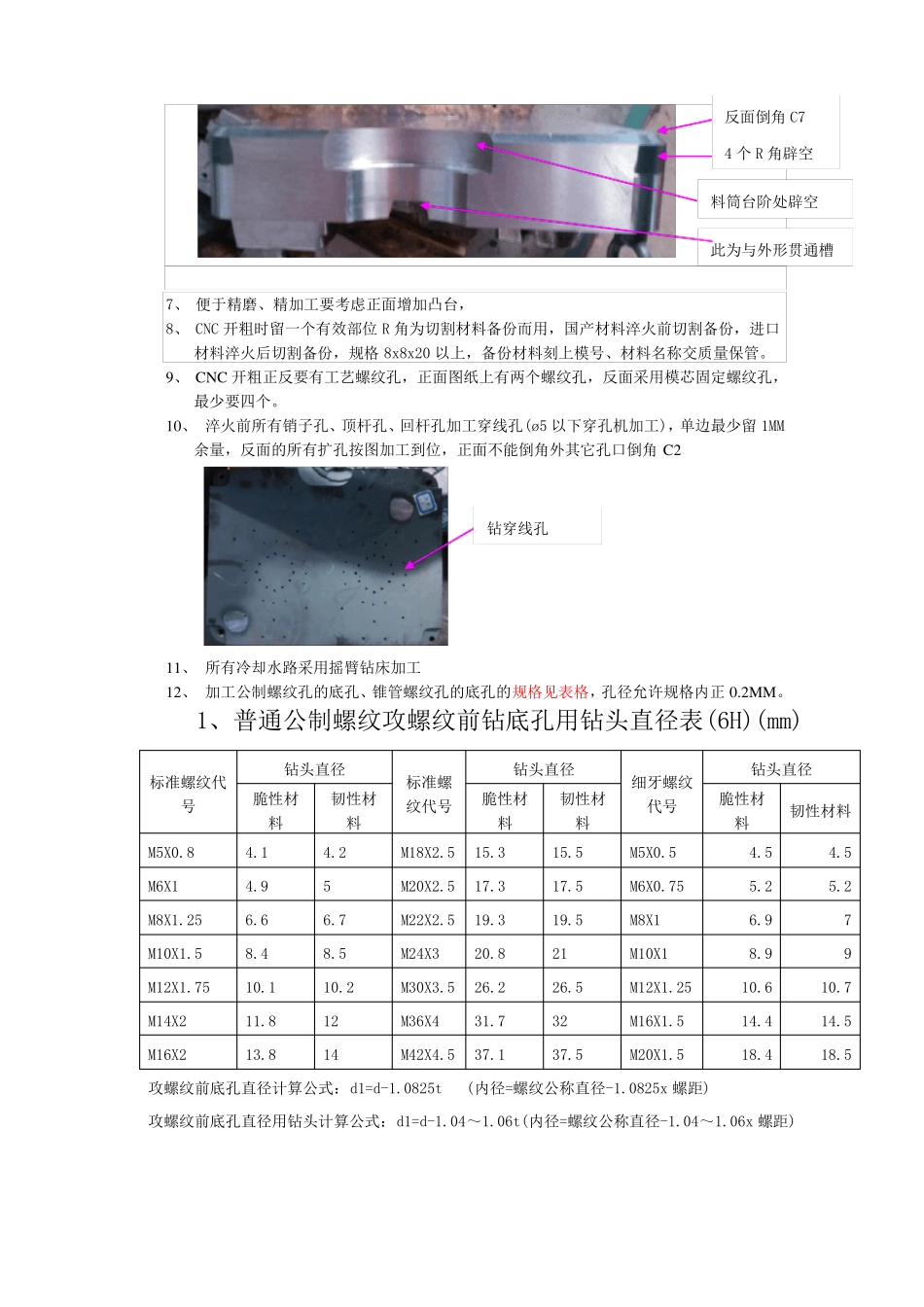
5~2MM 的淬火后精加工余量,注意不能产生内清角(最小不得小于 R2),与外形贯通的槽深不足 30mm,宽不足 60 的不做保护措施,超过时要求两侧底角最小为