1 项目三: FANUC 0i数控铣床操作面板 FANUC 0i系统数控铣床面板由CNC数控系统面板(CRT/MDI面板)和铣床操作面板组成;各机床制造厂制造的机床操作面板各不相同,现用南通机床厂制造的数控铣床(数控铣削加工中心)介绍如下
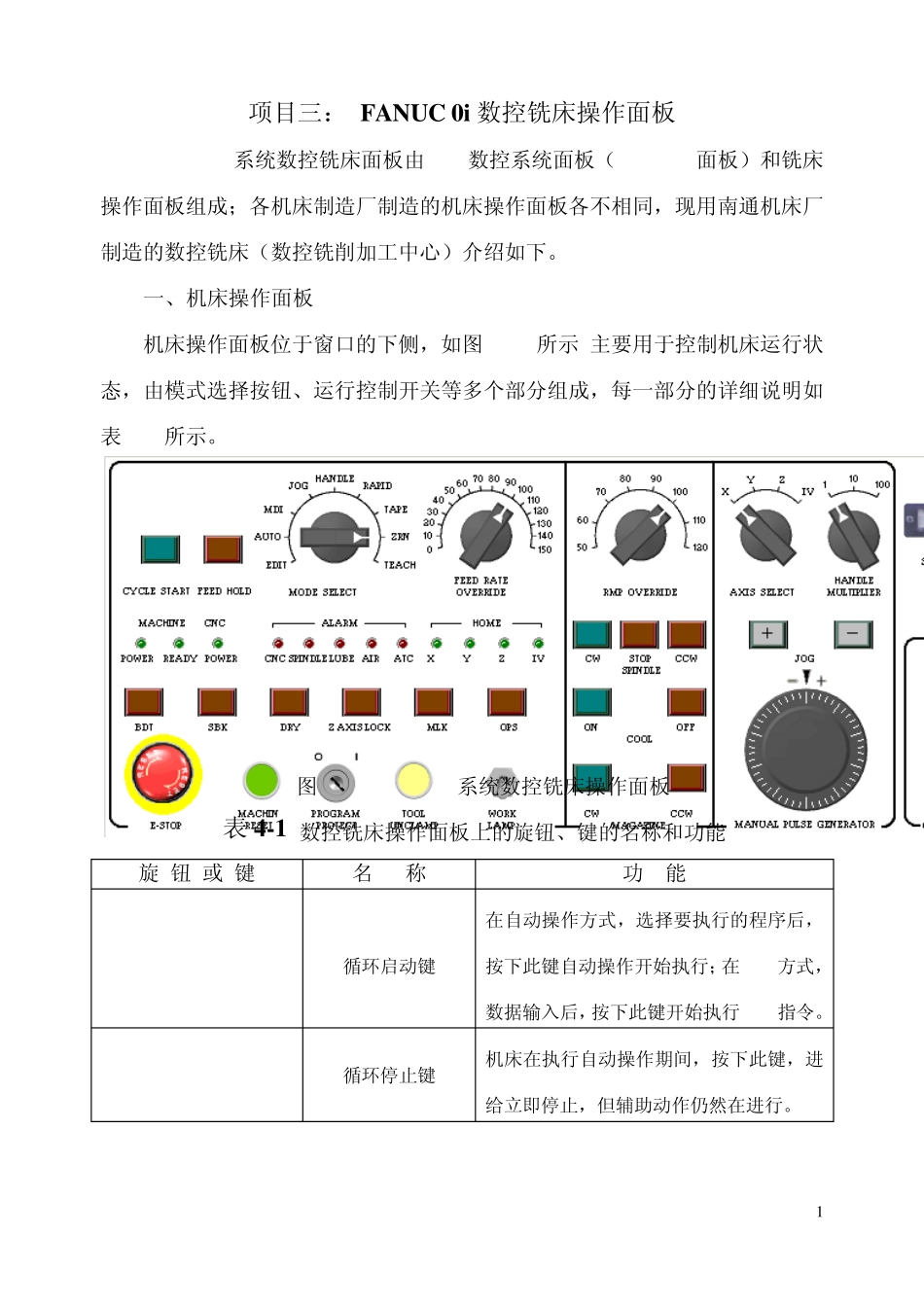
一、机床操作面板 机床操作面板位于窗口的下侧,如图 4-1所示,主要用于控制机床运行状态,由模式选择按钮、运行控制开关等多个部分组成,每一部分的详细说明如表 4-1所示
图 4-1 FANUC 0i系统数控铣床操作面板 表 4-1 数控铣床操作面板上的旋钮、键的名称和功能 旋 钮 或 键 名 称 功 能 循环启动键 在自动操作方式,选择要执行的程序后,按下此键自动操作开始执行;在 MDI方式,数据输入后,按下此键开始执行 MDI指令
循环停止键 机床在执行自动操作期间,按下此键,进给立即停止,但辅助动作仍然在进行
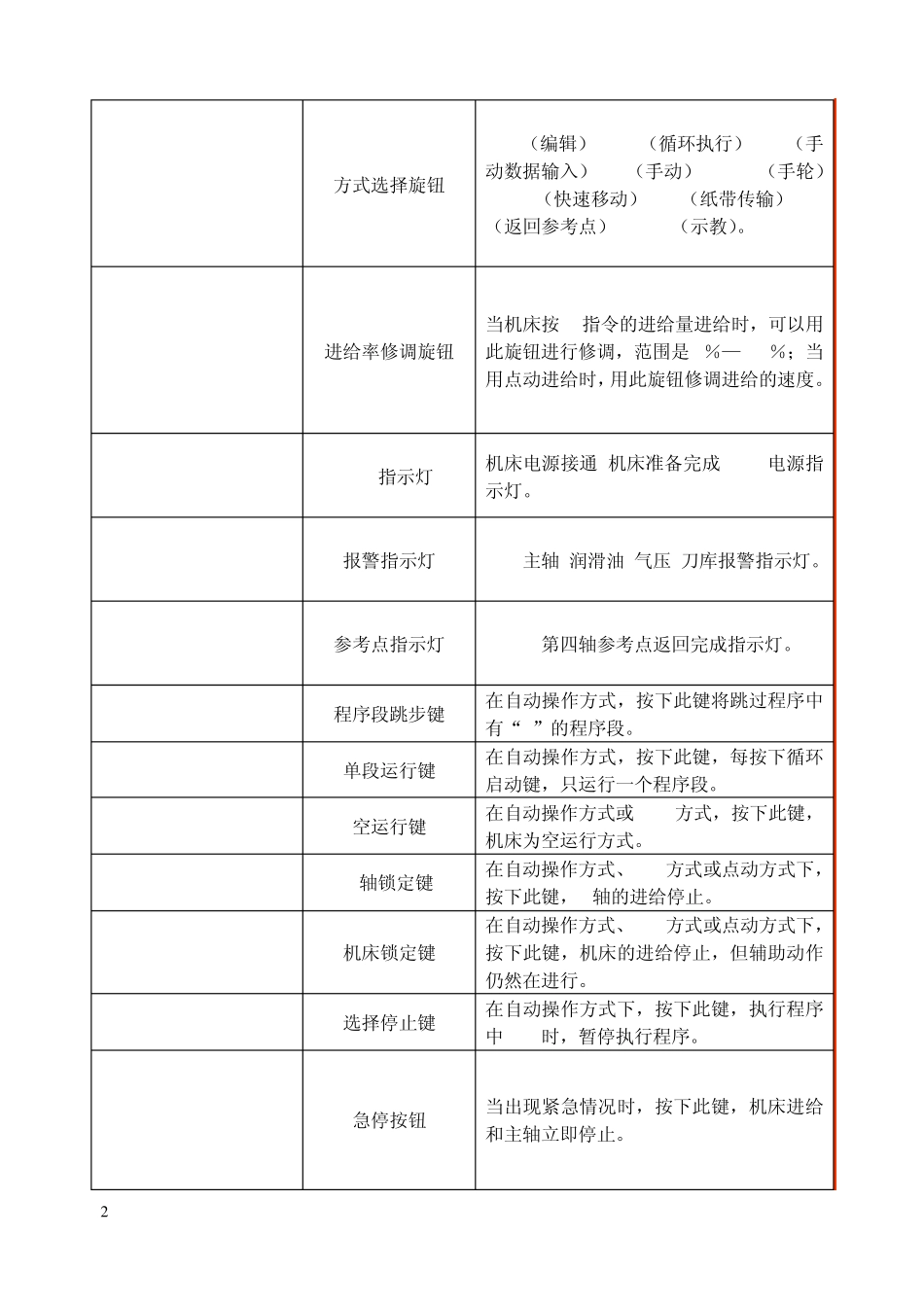
2 方式选择旋钮 EDIT(编辑)/AUTO(循环执行)/MDI(手动数据输入)/JOG(手动)/HANDLE(手轮)/RAPID(快速移动)/TAPE(纸带传输)/ZRN(返回参考点)/TEACH(示教)
进给率修调旋钮 当机床按F指令的进给量进给时,可以用此旋钮进行修调,范围是0%—150%;当用点动进给时,用此旋钮修调进给的速度
CNC指示灯 机床电源接通/机床准备完成/CNC电源指示灯
报警指示灯 CNC/主轴/润滑油/气压/刀库报警指示灯
参考点指示灯 X/Y/Z/第四轴参考点返回完成指示灯
程序段跳步键 在自动操作方式,按下此键将跳过程序中有“/”的程序段
单段运行键 在自动操作方式,按下此键,每按下循环启动键,只运行一个程序段
空运行键 在自动操作方式或 MDI方式,按下此键,机床为空运行方式
Z轴锁定键 在自动操作方式、MDI方式或点动方式下,按下此键,Z轴的进给停止
机床锁定键 在自动