3 粗铣后钢板弹簧吊耳内侧端面夹具设计 3
1 粗铣后钢板弹簧吊耳内侧端面夹具设计 本夹具主要用来粗铣后钢板弹簧吊耳内侧端面
由加工本道工序的工序简图可知
粗铣后钢板弹簧吊耳内侧端面时,均有表面粗糙度要求1 2
本道工序仅是对内侧端面进行粗加工
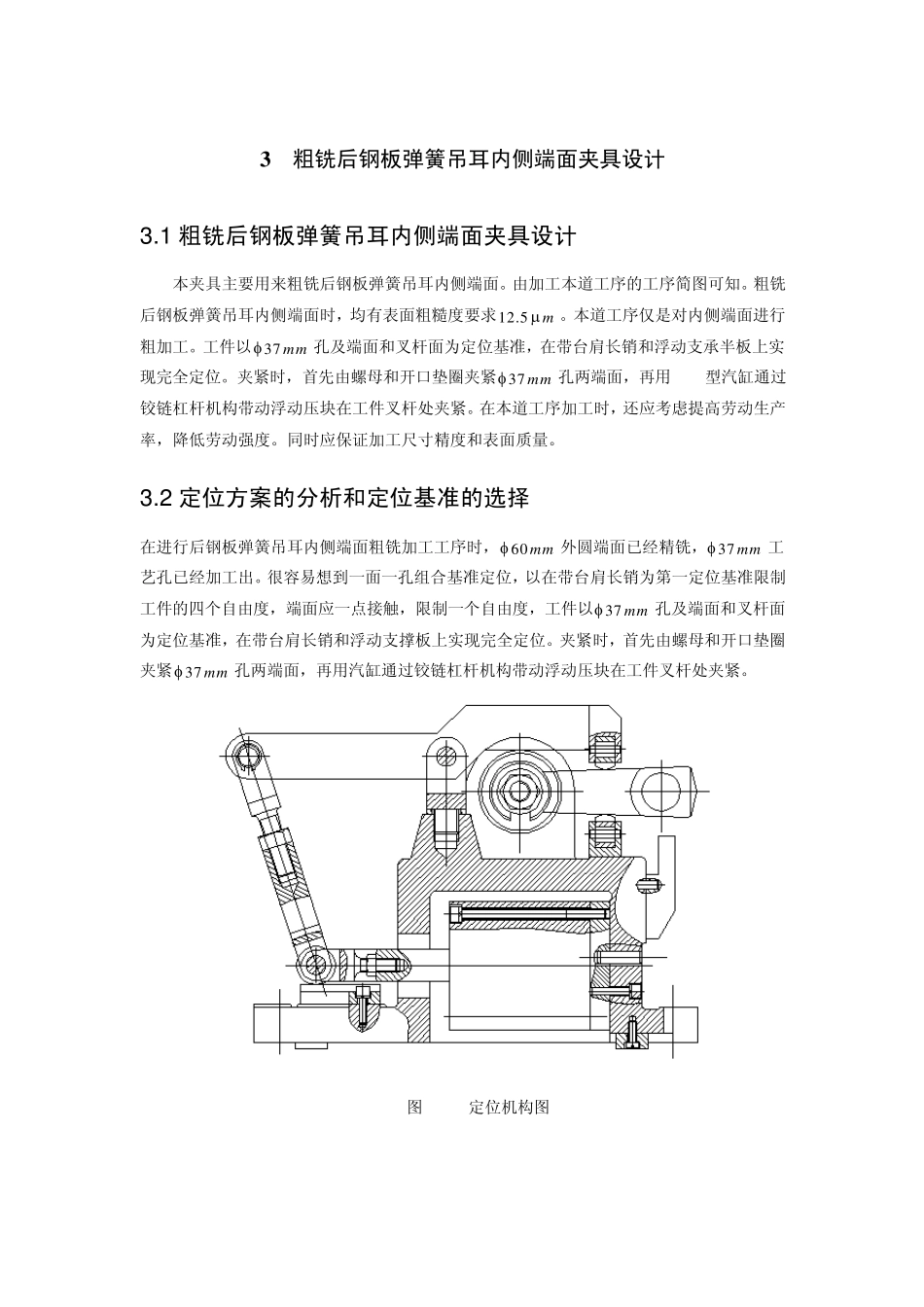
工件以3 7 mm孔及端面和叉杆面为定位基准,在带台肩长销和浮动支承半板上实现完全定位
夹紧时,首先由螺母和开口垫圈夹紧 3 7 mm孔两端面,再用DQG型汽缸通过铰链杠杆机构带动浮动压块在工件叉杆处夹紧
在本道工序加工时,还应考虑提高劳动生产率,降低劳动强度
同时应保证加工尺寸精度和表面质量
2 定位方案的分析和定位基准的选择 在进行后钢板弹簧吊耳内侧端面粗铣加工工序时, 6 0 mm外圆端面已经精铣, 3 7 mm工艺孔已经加工出
很容易想到一面一孔组合基准定位,以在带台肩长销为第一定位基准限制工件的四个自由度,端面应一点接触,限制一个自由度,工件以 3 7 mm孔及端面和叉杆面为定位基准,在带台肩长销和浮动支撑板上实现完全定位
夹紧时,首先由螺母和开口垫圈夹紧3 7 mm孔两端面,再用汽缸通过铰链杠杆机构带动浮动压块在工件叉杆处夹紧
1 定位机构图 3
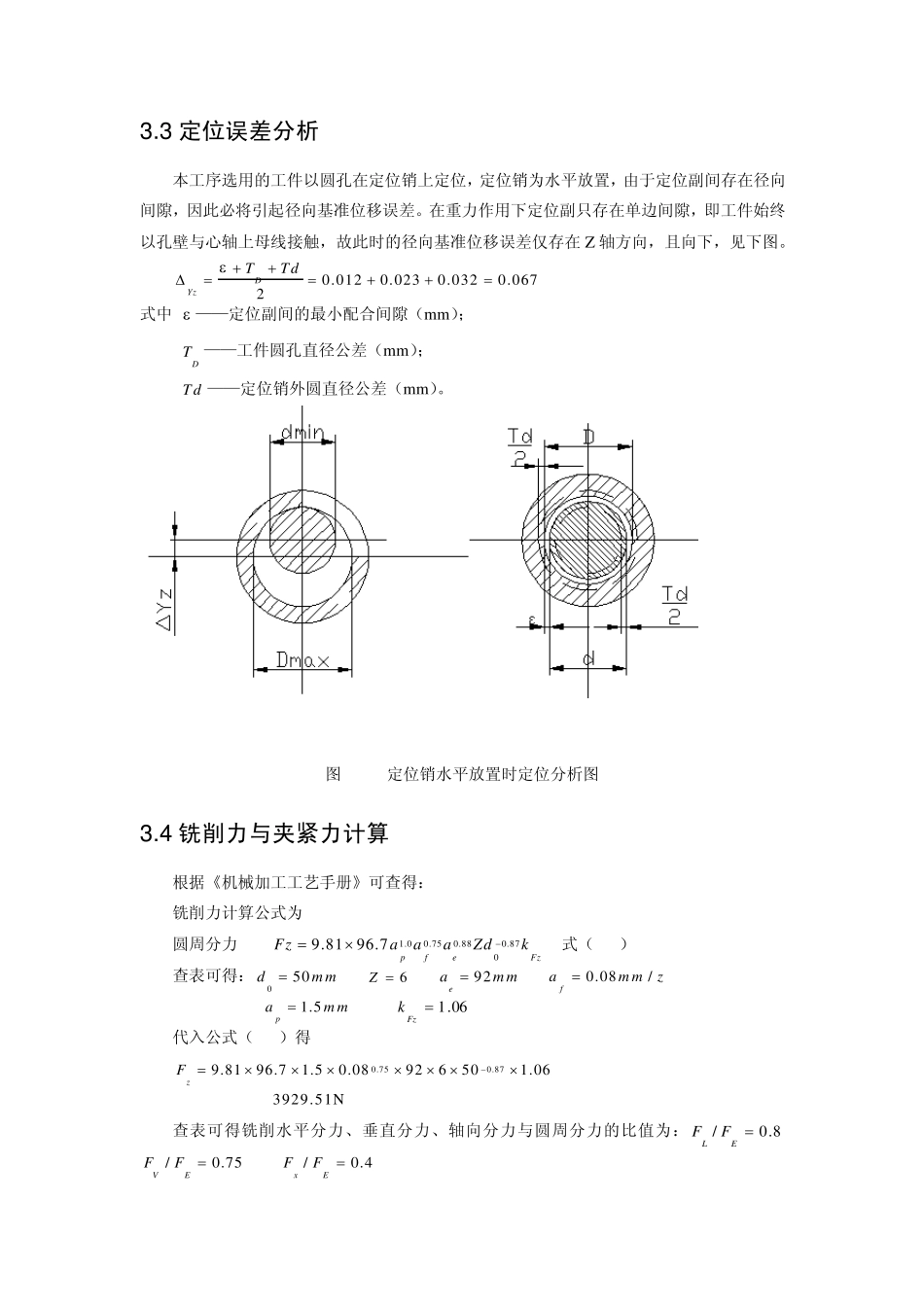
3 定位误差分析 本工序选用的工件以圆孔在定位销上定位,定位销为水平放置,由于定位副间存在径向间隙,因此必将引起径向基准位移误差
在重力作用下定位副只存在单边间隙,即工件始终以孔壁与心轴上母线接触,故此时的径向基准位移误差仅存在Z 轴方向,且向下,见下图
0672DYzTTd 式中 ——定位副间的最小配合间隙(m m ); DT ——工件圆孔直径公差(m m ); Td ——定位销外圆直径公差(m m )
2 定位销水平放置时定位分析图 3
4 铣削力与夹紧力计算