C A 6140 车床电气系统拆装 姓名: 组员: 班级: 项目任务 1
CA6140车床工艺和运动 2
CA6140车床控制原理 3
CA6140型普通车床电器元件布置示意图与教材电器布置图的区别 4
拆卸电器系统,电器元件型号,规格清单 5
根据 CA6140明细表,对照记录的电器清单,检查有无错用元件 6
通过电器选型和计算做出判断 7
按照电器安装工艺装配,标正确的端子号 8
用电阻法检测各回路通断,初步检查电路情况 9
整个过程操作及遇到的问题 一.CA6140车床工艺和运动 1
C A 6140 车床的运动(主运动,进给运动,辅助运动) CA6140 型普通车床的传动系统 分析机床的传动系统时,应根据被加工工件的形状确定机床需要哪些运动,实现各个运动的执行件和运动源是什么,进而分析机床需要有哪些传动链
方法是:首先找到传动链所联系的两个端件(运动源和某一执行件,或者一个执行件和 另一执行件),然后按照运动传递顺序从一个端件向另一端件依次分析各传动轴之间的传动结构和运动传递关系,查明该传动链的传动路线以及变速、换向、接通和断开的工作原理
机床运动计算按每一传动链分别进行,一般步骤为: (1) 确定传动链的两端件,如电动机—主轴,主轴—刀架等; (2) 根据传动链两端件的运动关系,确定它们的计算位移,即在指定的同一时间间隔内两端件的位移量
例如,车床螺纹进给传动链的计算位移为:主轴转一转,刀架移动工件螺纹一个导程 L(单位为m m ); (3) 根据计算位移以及相应传动链中各个顺序排列的传动副的传动比,列写运动平衡式; (4) 根据运动平衡式,计算出执行件的运动速度(转速、进给量 等)或位移量,或者整理出换置机构的换置公式,然后按加工条件确定挂轮变速机构所需采用的配换齿轮齿数,或确定对其他变速机构的调整要求
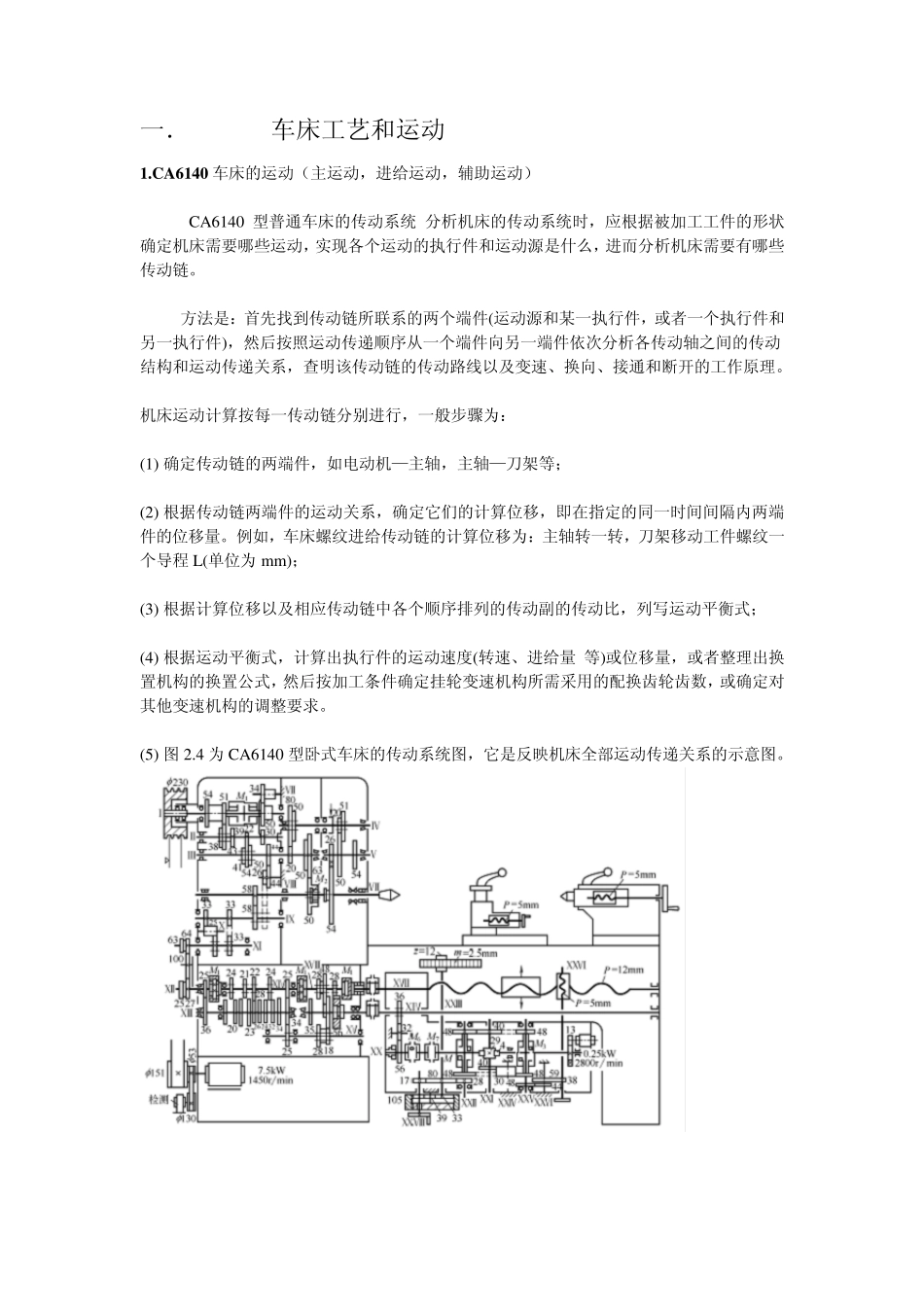
(5) 图 2
4 为CA6140 型卧式车床的传动