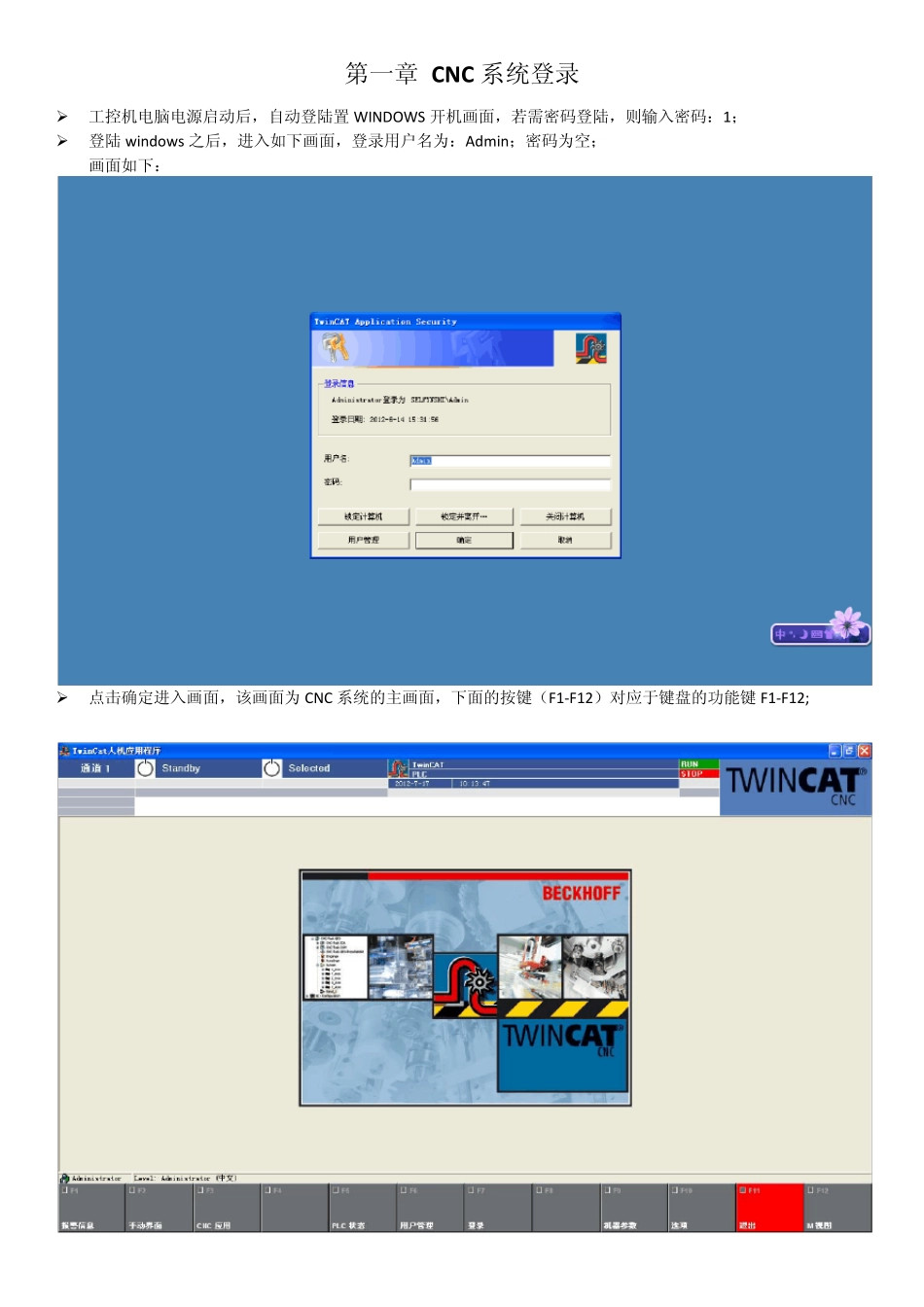
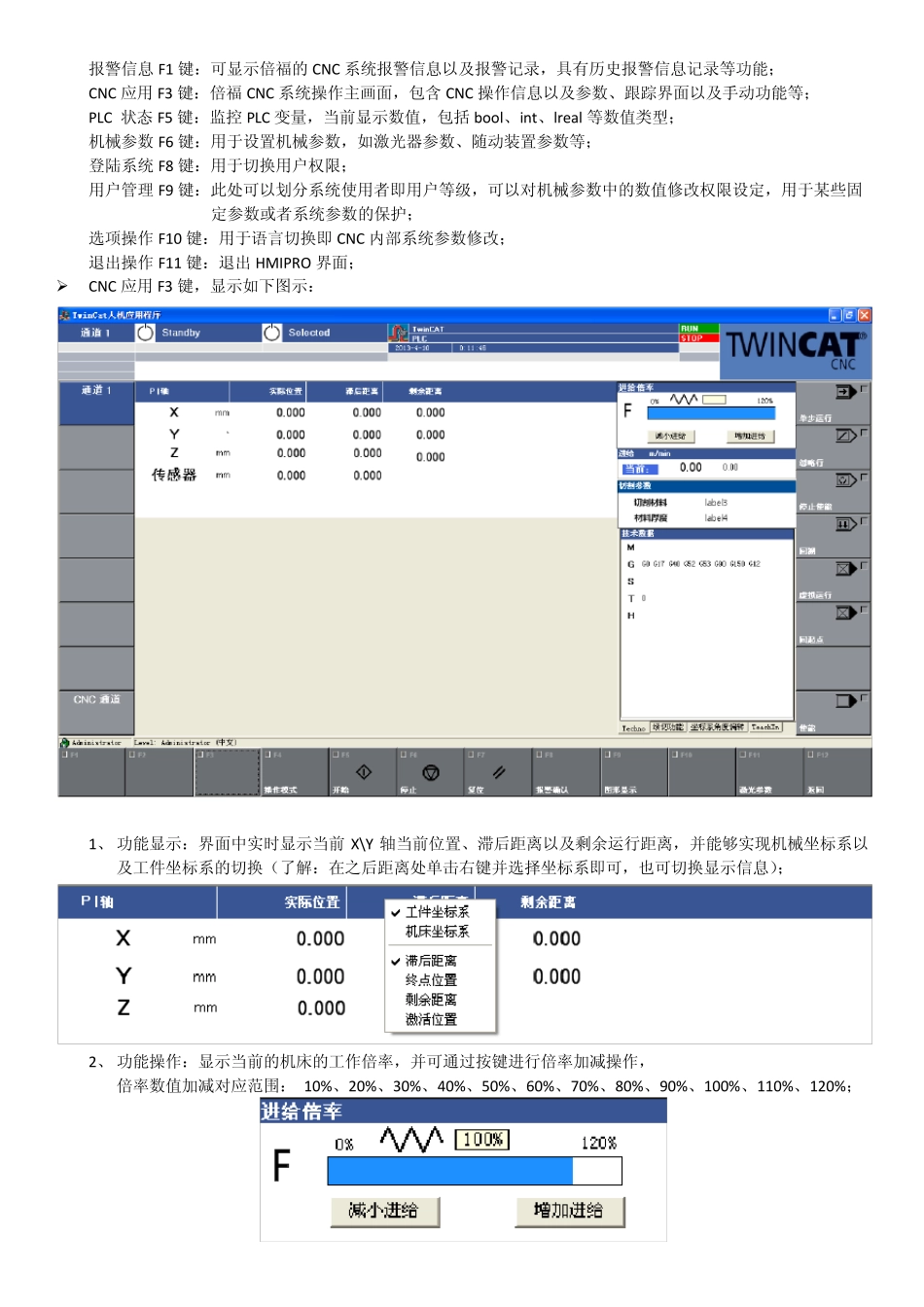
倍福激光切割机床系统使用手册 ----------------------------------------------目****录----------------------------------------------- 第一章:CNC 系统登录 1、系统画面 2、工作模式选择 3、按键操作 第二章:CNC 系统机械参数、工艺参数、监控参数设置 1、机械参数; 2、工艺参数; 第三章:CNC 系统按键及手动操作 1、界面按键操作 2、外部按键操作 第四章:CNC 系统G、M 函数以及子程序使用; 1、G 代码简介 2、M 函数定义 3、子程序定义 4、G 代码切割示例(PA 代码转换方法) 第五章:CNC 系统故障、报警处理 1、系统故障 2、用户报警处理 第六章:用户管理 1、账户设定 2、参数使用 3、账户切换 第一章 CNC 系统登录 工控机电脑电源启动后,自动登陆置 WINDOWS 开机画面,若需密码登陆,则输入密码:1; 登陆 w indow s 之后,进入如下画面,登录用户名为:Admin;密码为空; 画面如下: 点击确定进入画面,该画面为 CNC 系统的主画面,下面的按键(F1-F12)对应于键盘的功能键 F1-F12; 报警信息F1 键:可显示倍福的CNC 系统报警信息以及报警记录,具有历史报警信息记录等功能; CNC 应用F3 键:倍福CNC 系统操作主画面,包含CNC 操作信息以及参数、跟踪界面以及手动功能等; PLC 状态 F5 键:监控 PLC 变量,当前显示数值,包括 bool、int、lreal 等数值类型; 机械参数F6 键:用于设置机械参数,如激光器参数、随动装置参数等; 登陆系统F8 键:用于切换用户权限; 用户管理 F9 键:此处可以划分系统使用者即用户等级,可以对机械参数中的数值修改权限设定,用于某些固 定参数或者系