下载后可任意编辑多产品多阶段制造系统仿真与分析一
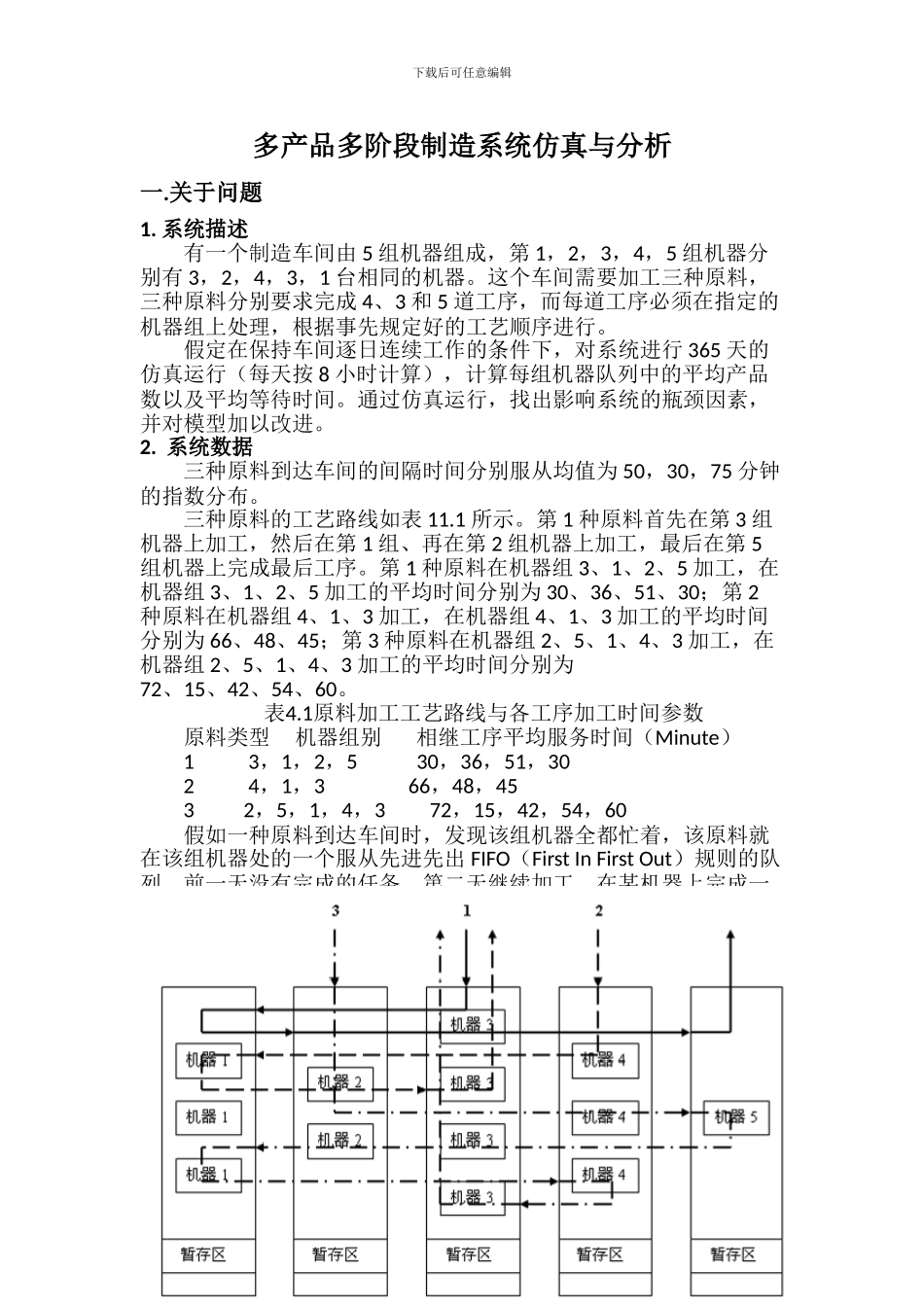
系统描述有一个制造车间由 5 组机器组成,第 1,2,3,4,5 组机器分别有 3,2,4,3,1 台相同的机器
这个车间需要加工三种原料,三种原料分别要求完成 4、3 和 5 道工序,而每道工序必须在指定的机器组上处理,根据事先规定好的工艺顺序进行
假定在保持车间逐日连续工作的条件下,对系统进行 365 天的仿真运行(每天按 8 小时计算),计算每组机器队列中的平均产品数以及平均等待时间
通过仿真运行,找出影响系统的瓶颈因素,并对模型加以改进
系统数据三种原料到达车间的间隔时间分别服从均值为 50,30,75 分钟的指数分布
三种原料的工艺路线如表 11
第 1 种原料首先在第 3 组机器上加工,然后在第 1 组、再在第 2 组机器上加工,最后在第 5 组机器上完成最后工序
第 1 种原料在机器组 3、1、2、5 加工,在机器组 3、1、2、5 加工的平均时间分别为 30、36、51、30;第 2 种原料在机器组 4、1、3 加工,在机器组 4、1、3 加工的平均时间分别为 66、48、45;第 3 种原料在机器组 2、5、1、4、3 加工,在机器组 2、5、1、4、3 加工的平均时间分别为 72、15、42、54、60
1原料加工工艺路线与各工序加工时间参数原料类型 机器组别 相继工序平均服务时间(Minute)1 3,1,2,5 30,36,51,302 4,1,3 66,48,45 3 2,5,1,4,3 72,15,42,54,60假如一种原料到达车间时,发现该组机器全都忙着,该原料就在该组机器处的一个服从先进先出 FIFO(First In First Out)规则的队列
前一天没有完成的任务,第二天继续加工
在某机器上完成一个工序的时间服从 Erlang 分布,其平均值取决于