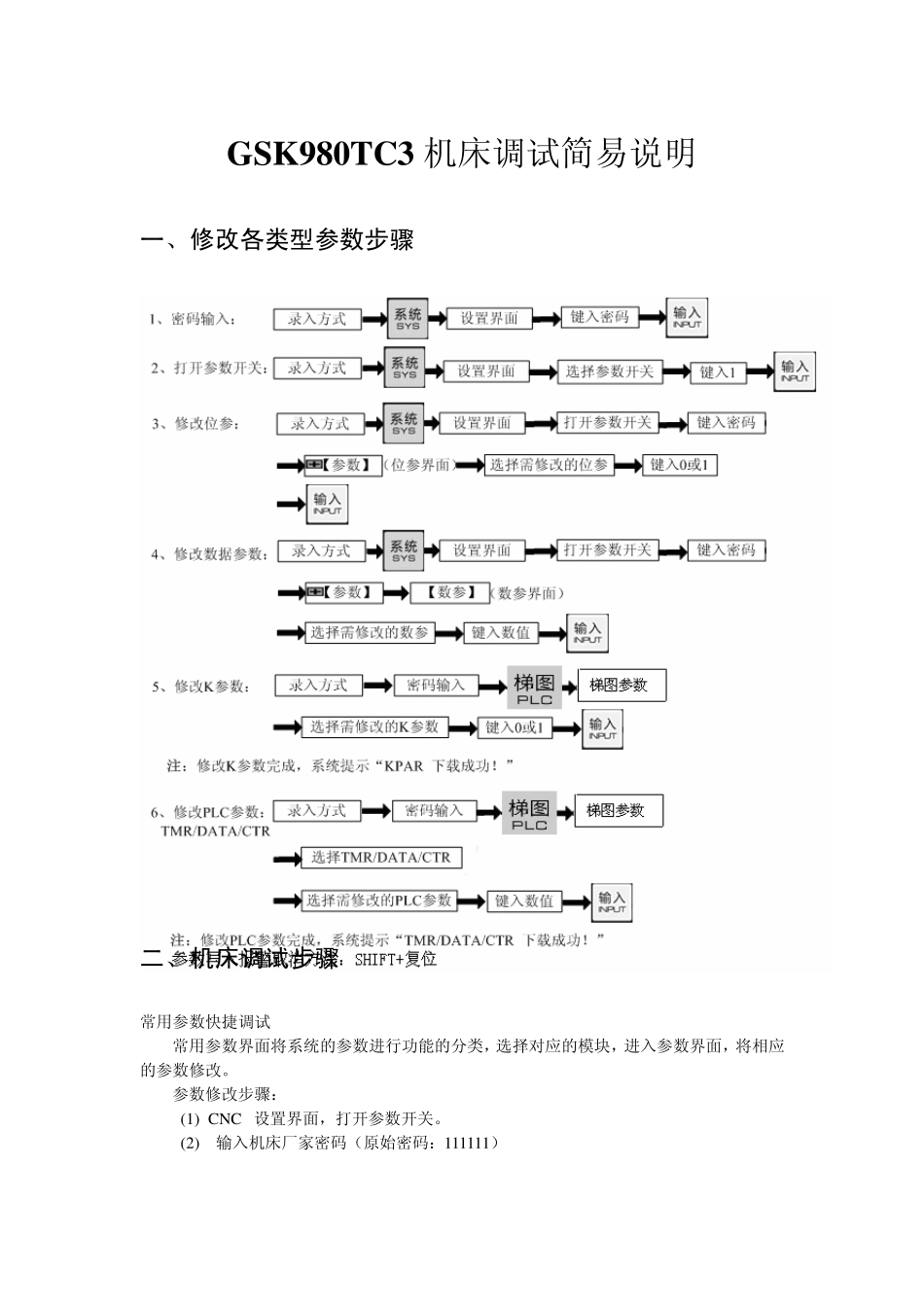
GSK980TC3 机床调试简易说明 一、 修改各类型参数步骤 二、 机床调试步骤 常用参数快捷调试 常用参数界面将系统的参数进行功能的分类,选择对应的模块,进入参数界面,将相应的参数修改
参数修改步骤: (1) CNC 设置界面,打开参数开关
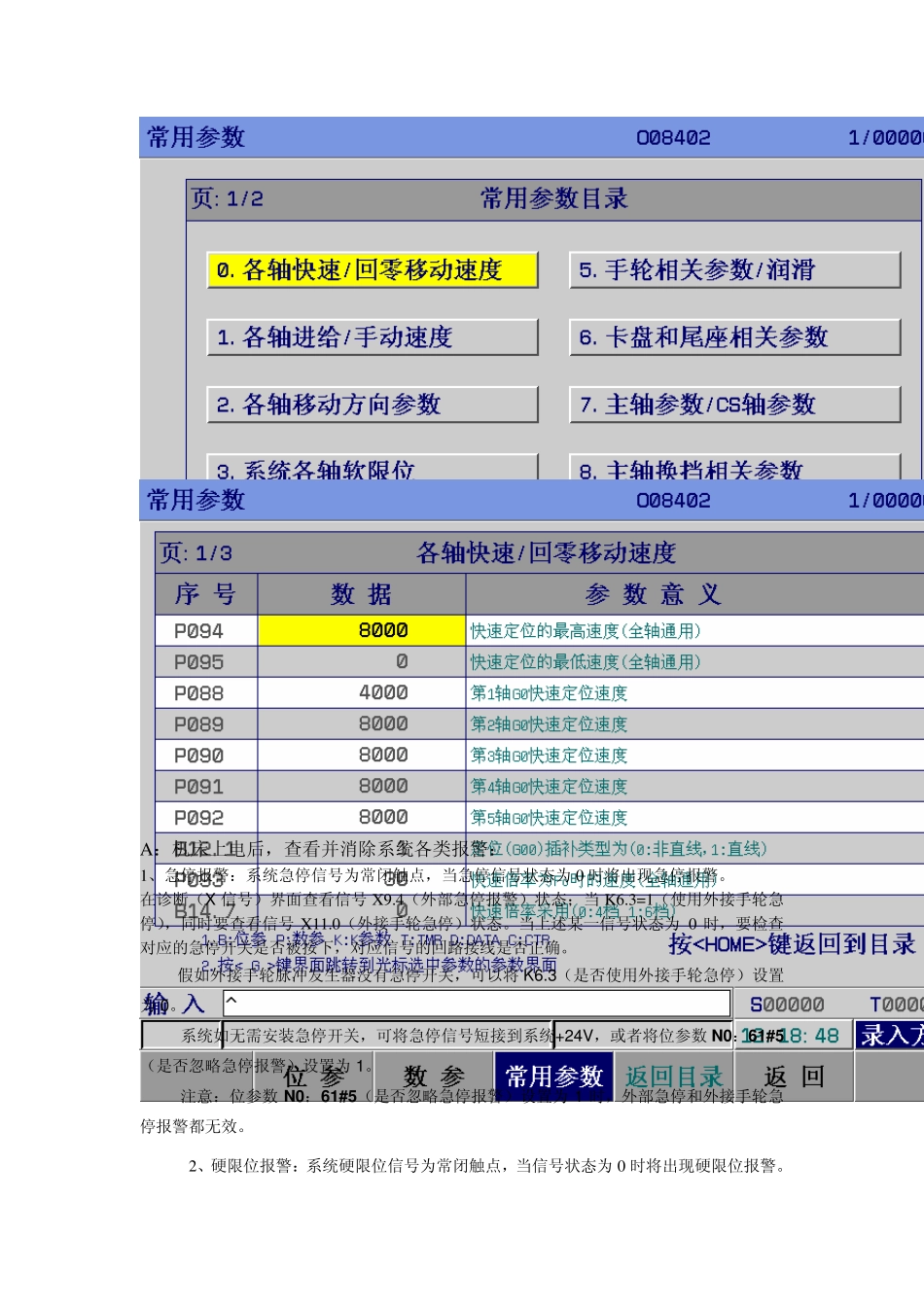
(2) 输入机床厂家密码(原始密码:111111) A :机床上电后,查看并消除系统各类报警: 1、急停报警:系统急停信号为常闭触点,当急停信号状态为 0 时将出现急停报警
在诊断(X 信号)界面查看信号 X 9
4(外部急停报警)状态;当 K 6
3=1(使用外接手轮急停),同时要查看信号 X 11
0(外接手轮急停)状态
当上述某一信号状态为 0 时,要检查对应的急停开关是否被按下,对应信号的回路接线是否正确
假如外接手轮脉冲发生器没有急停开关,可以将 K6
3(是否使用外接手轮急停)设置为 0
系统如无需安装急停开关,可将急停信号短接到系统+24V,或者将位参数 N 0:61#5(是否忽略急停报警)设置为 1
注意:位参数 N 0:61#5(是否忽略急停报警)设置为 1 时,外部急停和外接手轮急停报警都无效
2、硬限位报警:系统硬限位信号为常闭触点,当信号状态为 0 时将出现硬限位报警
根据报警信息,在诊断(X 信号)界面查看相应报警轴信号
0 至X 0
3 为各轴硬限位信号
若各轴仅使用一个限位开关,则需将PLC 参数K6
0 修改为1
配绝对式电机,无硬限位开关时,将位参数N 0:61#6(是否忽略硬限位报警)设置为1
3、驱动器报警 通电时,系统若显示 X 轴、Z 轴或主轴驱动单元报警,应先检查对应的驱动单元是否显示报警
若显示报警,可以根据显示的报警号对应驱动单元说明书找出报警原因,然后进行排除,消除报警
若驱动器不显示报警,首先确认驱动单元连线是否正确,若连线正确,则系统的报警参数所设定