KRONES 克朗斯码垛机工作原理 内容概述 1
设备状态开关和指示 2设备组成 3
工艺介绍 4 码垛规格 1
设备状态开关和指示 1
1停止:停止或暂停设备 1
2手动模式: 将设备设为手动状态 1
3点动:手动模式下的执行键 1
4预选自动模式:设备自动模式前启动 1
5自动模式:预选自动模式启动后才能选择自动模式,开启自动模式设备进入自动状态 1
6进料自动模式情况下开启或停止包装件进入分组站 1
7安全防护门装置:配置在设备上,起保障人员和设备安全作用的所有装置,设备运行时禁止开启 1
8安全光栅防护装置:设备可能发生伤害事故的区域,设备运行时防止人员或物体在物料进出口出入, 1
9复位:设备发生故障后,对已确认过的故障信息进行清除的执行键,使设备正常运行 1
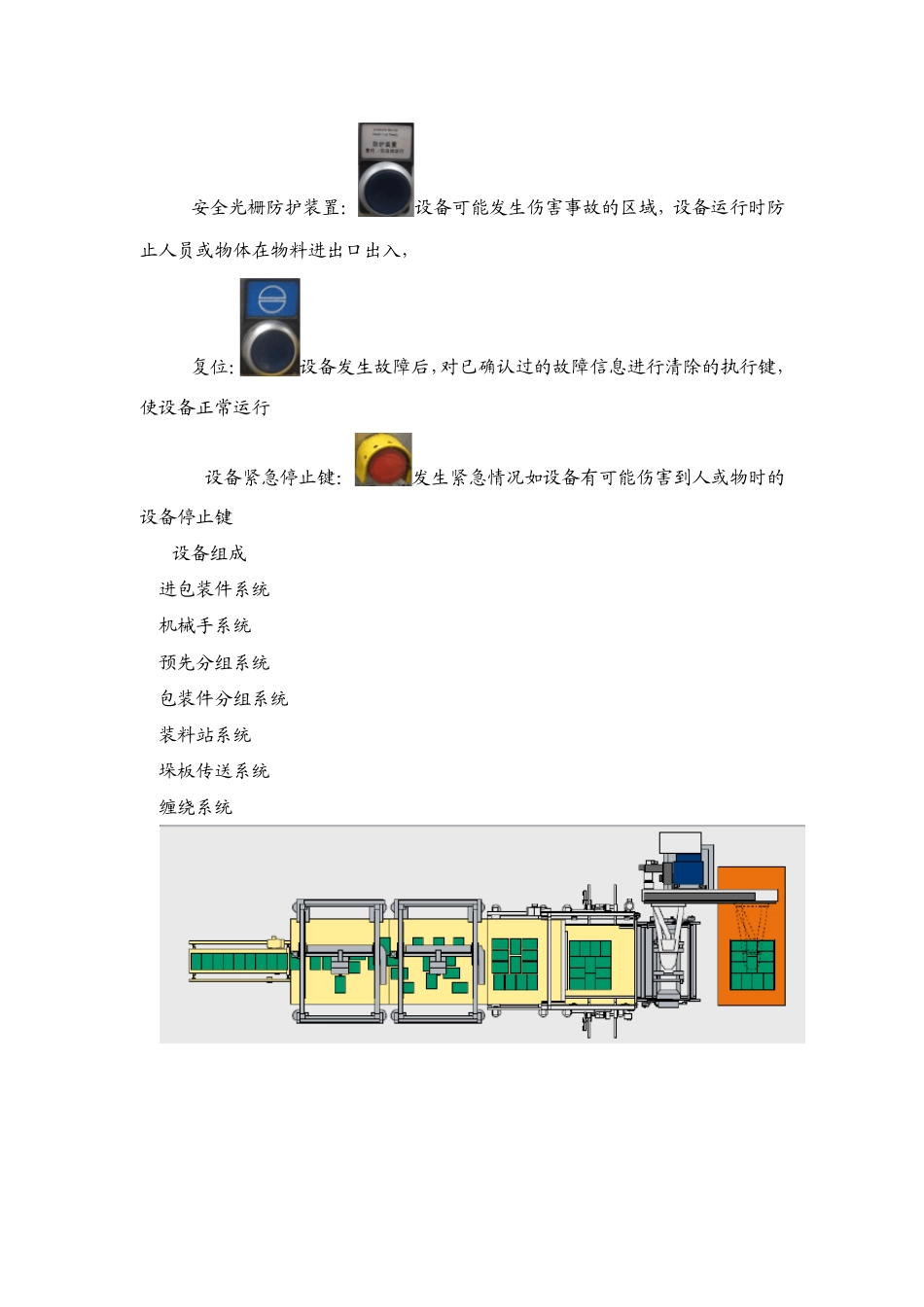
10设备紧急停止键: 发生紧急情况如设备有可能伤害到人或物时的设备停止键 2设备组成 进包装件系统 5911 5912 机械手系统 6111 6112 预先分组系统 6611 包装件分组系统 6612 装料站系统 垛板传送系统 缠绕系统 3
工艺介绍 3
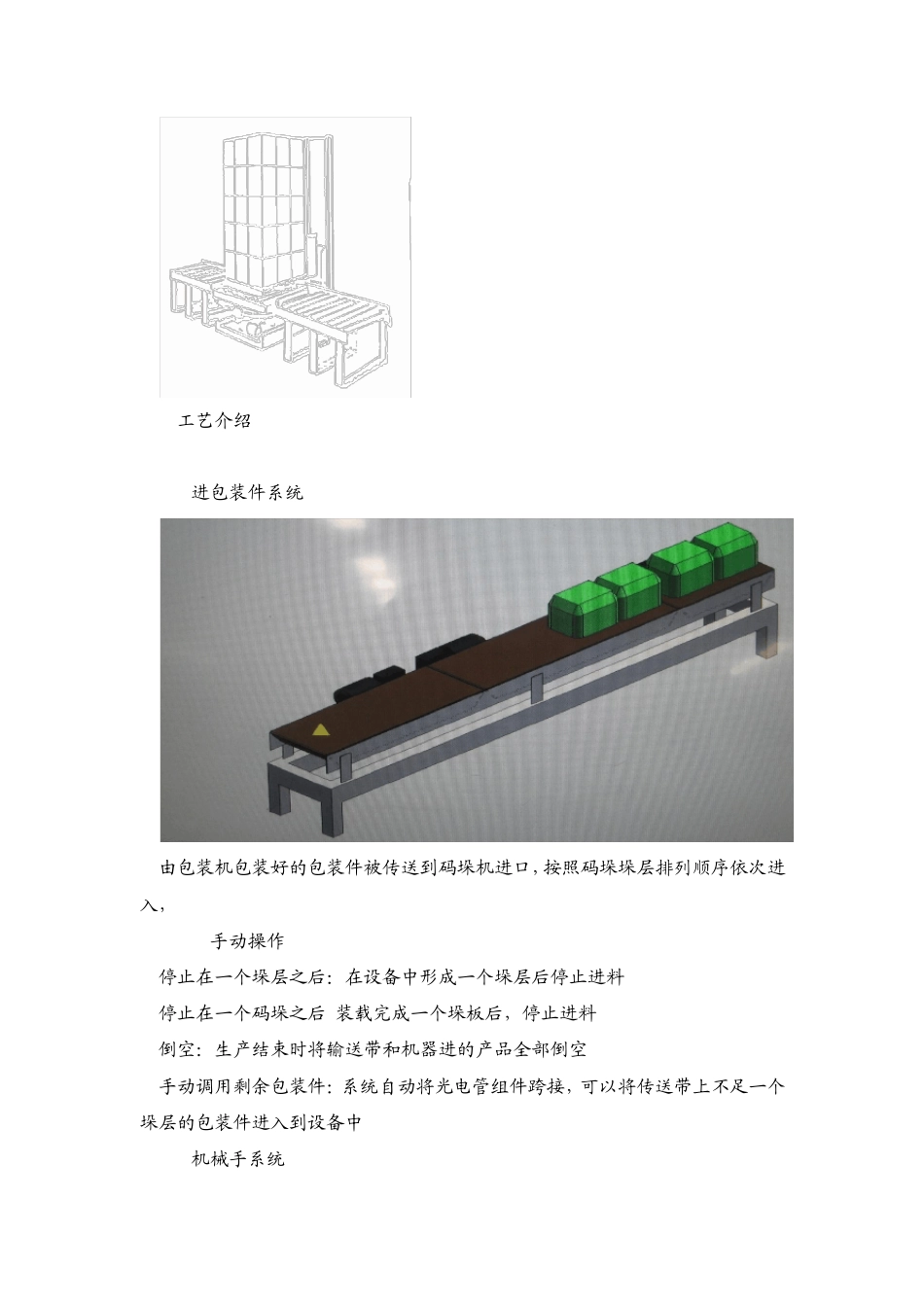
1进包装件系统5911 5912 由包装机包装好的包装件被传送到码垛机进口,按照码垛垛层排列顺序依次进入, 3
1手动操作 停止在一个垛层之后:在设备中形成一个垛层后停止进料 停止在一个码垛之后:装载完成一个垛板后,停止进料 倒空:生产结束时将输送带和机器进的产品全部倒空 手动调用剩余包装件:系统自动将光电管组件跨接,可以将传送带上不足一个垛层的包装件进入到设备中 3
2机械手系统6111 6112 包装件进入设备后,机械手按照排列按照垛层图形将包装件排放和调整在相应的位置上 3
1手动操作 机械臂升高 机械臂降低 机械臂到保养位置 机械臂到起始位置 包装件通过 3
3预先分组系统 6611 包装件在经过机械手调整后进入预先分组区,此时可根据垛层