钢筋连接技术交底交底编号:000工程名称国道 310 三门峡西至豫陕界段南移新建工程交底日期年月日施工单位七项目分部分项工程名称钢筋连接交底内容:钢筋连接一、施工准备1、技术准备1)熟悉设计图纸、《11G101-1》、《04G101-3》充分理解设计意图
尤其是基础工程中分人防和非人防部分,区分两部分的异同点
2)确定钢筋的连接方式
钢筋连接可分为绑扎搭接、机械连接或焊接两类
机械连接可采用径向冷挤压、镦粗直螺纹和剥肋直螺纹;热轧钢筋的对接焊接,可采用闪光对焊、电弧焊、电渣压力焊;钢筋骨架和钢筋网片的交叉焊接宜采用电阻点焊
钢筋的绑扎搭接长度应符合设计要求
3)当受力钢筋连接绑扎搭接、焊接或机械连接时,同一连接区段内,纵向受力钢筋的接头面积百分率应符合设计要求
4)钢筋的绑扎搭接长度应符合设计要求,纵向受力钢筋的最小搭接长度详见设计及所选图集要求
受力钢筋的连接接头宜设置在受力较小处,在同一根钢筋上宜少设接头;2、主要机具电渣压力焊设备、直螺纹连接设备等
3、作业条件1)熟悉图纸,已进行技术交底
2)制定安全技术和防护措施,对施工人员进行安全交底
3)焊工和机械连接工人必须持有有效的考试合格证,持证上岗
4)现场电源满足机械施工要求,线路架设符合规定
5)钢筋连接机械检查完好,设备符合施工要求
二、施工工艺1、电渣压力焊(1)工艺流程钢筋端头制备—安装焊接夹具和钢筋—安放铁丝球(也可省去)—安放焊剂罐、填装焊剂—试焊、作试件—确定焊接参数 T 施焊 T 回收焊剂 T 卸下夹具 T 质量检查工艺过程:引弧—电弧—电渣—顶压(2)操作要点1)焊机容量选择:一般 32mm 直径及以下的钢筋焊接时,可采用容量为 600A 的焊接电源;当焊机容量较小时,也可以采用较小容量的同型号,同性能的两台焊机并联使用
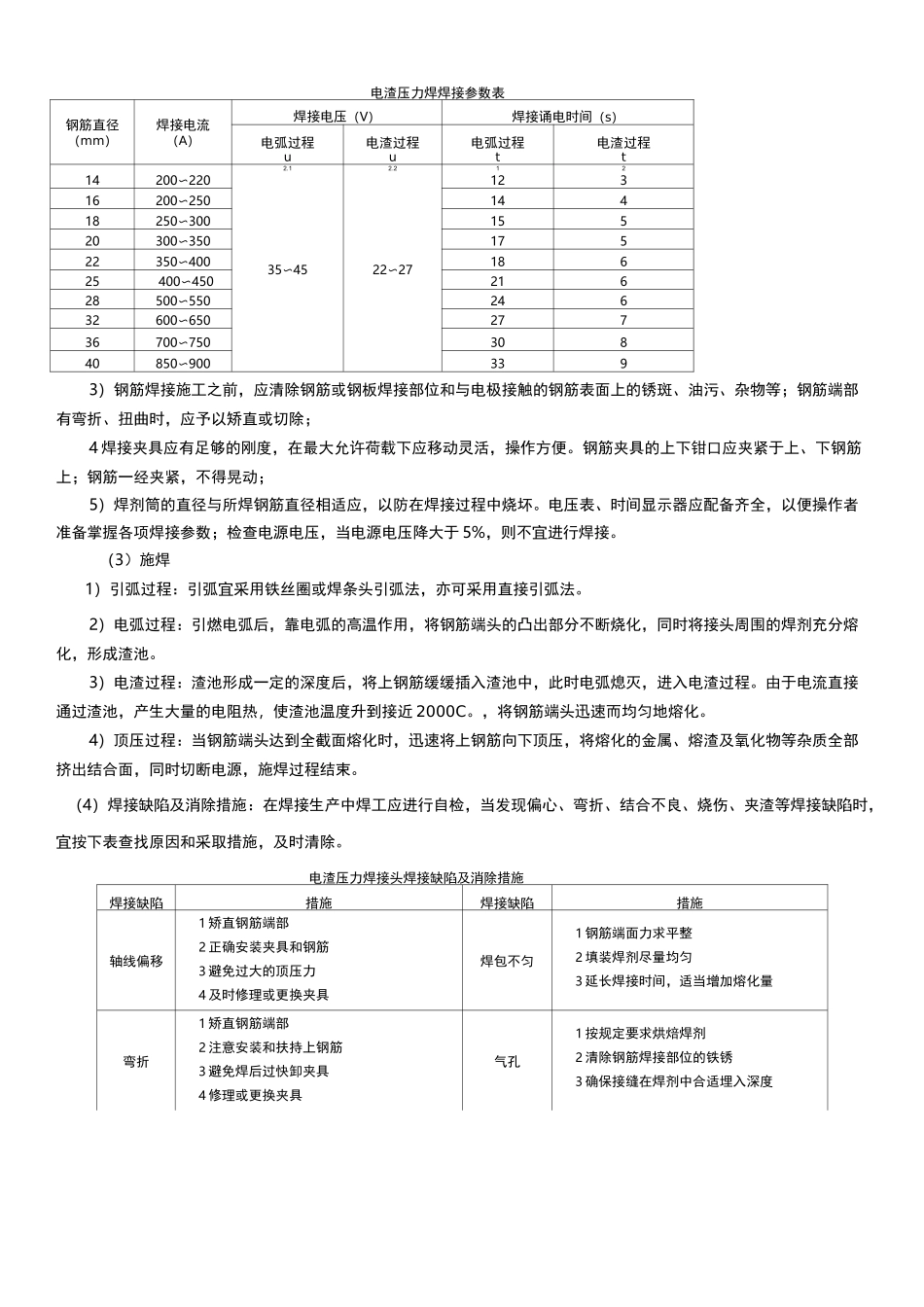
2)确定焊接参数:钢筋焊接前,应根据钢筋牌号、直径、接头型式和焊接位置,选择适