开机后归零 1
转到归零方式 2
按程式启动键三轴归零 装刀操作 方法 1
转到M DI 方式 按键进换到手动编程介面 输入 M6 T1 (1-16) 然后按键,再按 键把刀库需要装的刀具号转到装刀位置
方法 2 转到手轮模式 然后按键
主 轴 上 去 后可 以 按键和键转动刀库转到需要的刀具位置装入刀具
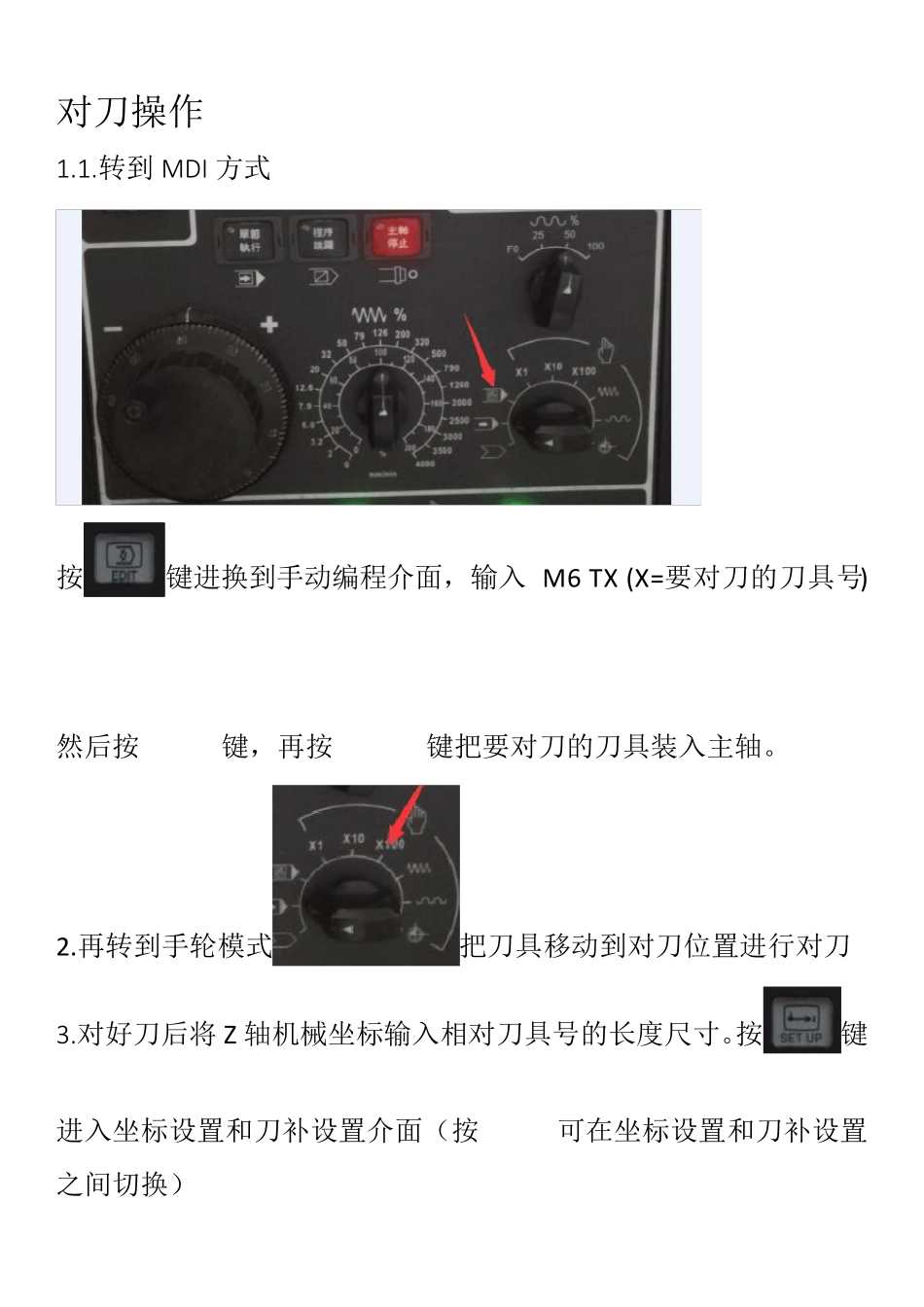
对刀操作 1
转到M DI 方式 按键进换到手动编程介面,输入 M6 TX (X=要对刀的刀具号) 然后按键,再按 键把要对刀的刀具装入主轴
再转到手轮模式把刀具移动到对刀位置进行对刀 3
对好刀后将 Z 轴机械坐标输入相对刀具号的长度尺寸
按键进入坐标设置和刀补设置介面(按可在坐标设置和刀补设置之间切换) 4
按T 测量切换到下一个介面 5
按键移动到相对应的刀具号(注意不要移错了
),按写入补正量(会自动输入机械坐标)然后出现提示(可以吗
Y/N)按Y 则输入,按N 则不输入
输入后继续下一把刀对刀,换到MDI模式进行换刀操作
分中操作 1
转到MDI 模式,把装分中棒的刀头装入主轴
主轴装好分中棒后转到手轮模式,按 键,进入常用介面 3
输入S600,按键,再按键主轴转动 4
用手轮操作分中,分中偏位后在相对坐标清零:输入X(分Y 轴就输入Y)再按键,然后移动到另一边碰数,碰好后升起Z 轴,移动到数值的一半清零(比如是100 就移到50):输入X(分Y 轴就输入Y)再按,另一轴分中同理
输入坐标,按键进入设置介面 然后按坐标系切换到下一个介面 6
按键移动要使用的坐标(一般是G54),按简易设定把机械坐标值自动输入到坐标的X Y 里面,Z 轴不用输入
此坐标XY 一般为 0,Z 轴为对刀棒的负数
自动运行 1
转到自动运行模式, 按搜索切换到下一个介面 按存储器或存储卡找到需要的程式按键,再按程式启动键 进行加工