压铸件结构工艺性 压铸件结构设计是压铸工作的第一步
设计的合理性和工艺适应性将会影响到后续工作的顺利进行,如分型面选择、内浇口开设、推出机构布置、模具结构及制造难易、合金凝固收缩规律、铸件精度保证、缺陷的种类等,都会以压铸件本身工艺性的优劣为前提
⑴、压铸件上应消除内侧凹,以保证压铸件从压型中顺利取出
⑵、压力铸造可铸出细小的螺纹、孔、齿和文字等,但有一定的限制
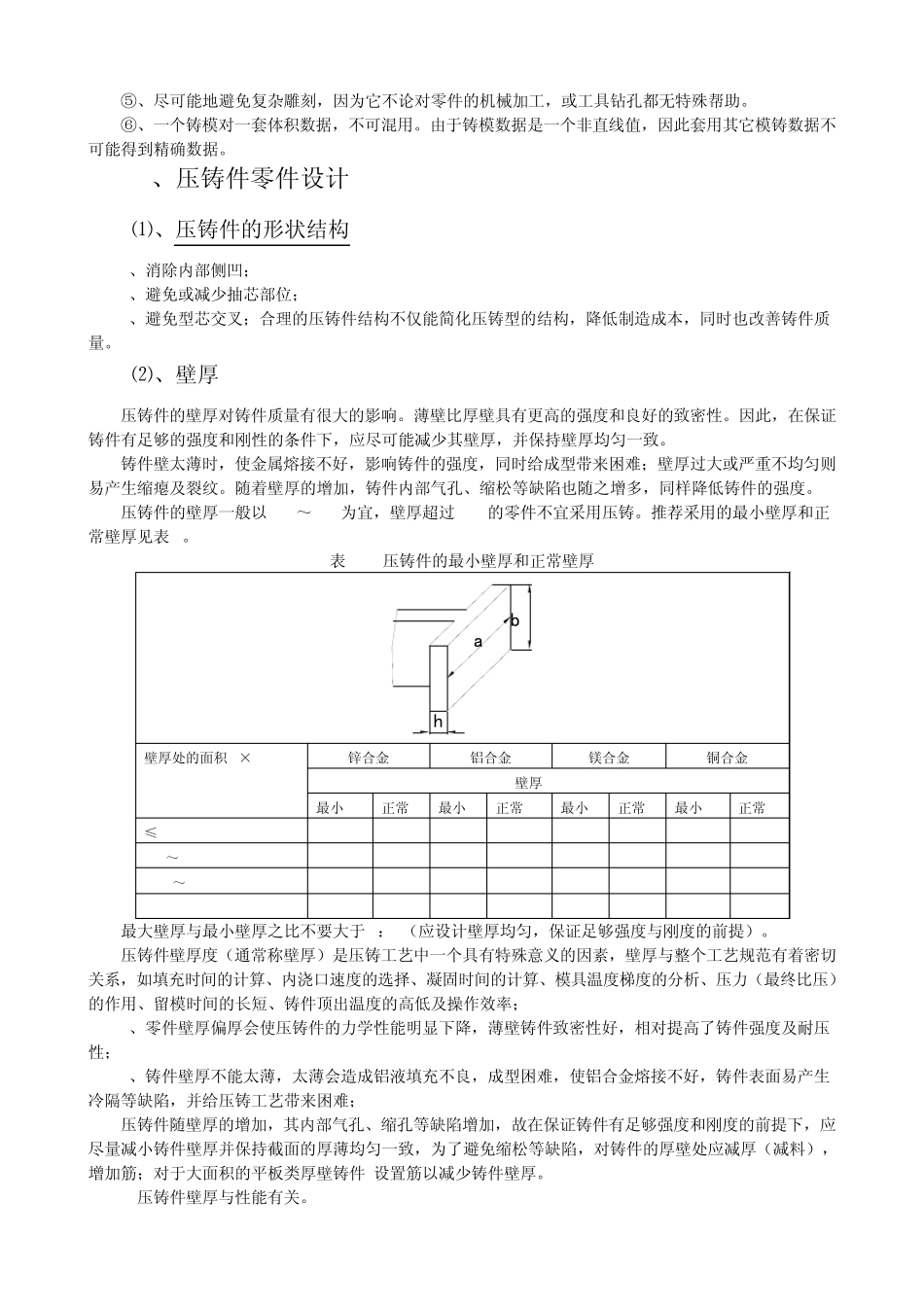
⑶、应尽可能采用薄壁并保证壁厚均匀
由于压铸工艺的特点,金属浇注和冷却速度都很快,厚壁处不易得到补缩而形成缩孔、缩松
压铸件适宜的壁厚:锌合金为1~4mm,铝合金为1
5~5mm,铜合金为2~5mm
⑷、对于复杂而无法取芯的铸件或局部有特殊性能(如耐磨、导电、导磁和绝缘等)要求的铸件,可采用嵌铸法,把镶嵌件先放在压型内,然后和压铸件铸合在一起
1、压铸件零件设计的注意事项 ⑴、压铸件的设计涉及四个方面的内容: a、即压力铸造对零件形状结构的要求; b、压铸件的工艺性能; c、压铸件的尺寸精度及表面要求; d、压铸件分型面的确定; 压铸件的零件设计是压铸生产技术中的重要部分,设计时必须考虑以下问题:模具分型面的选择、浇口的开设、顶杆位置的选择、铸件的收缩、铸件的尺寸精度保证、铸件内部缺陷的防范、铸孔的有关要求、收缩变形的有关要求以及加工余量的大小等方面; ⑵、压铸件的设计原则是: a、正确选择压铸件的材料; b、合理确定压铸件的尺寸精度; c、尽量使壁厚分布均匀; d、各转角处增加工艺园角,避免尖角
⑶、压铸件分类 按使用要求可分为两大类,一类承受较大载荷的零件或有较高相对运动速度的零件,检查的项目有尺寸、表面质量、化学成分、力学性能(抗拉强度、伸长率、硬度);另一类为其它零件,检查的项目有尺寸、表面质量及化学成分
在设计压铸件时,还应该注意零件应满足压铸的工艺要求
压铸的工艺性从分型面的位置、顶面推杆