作业文件 文件编号:QHJTⅡ-20-2007A 标题:原材料检验规范 页码:共17 页 第1 页 1.目的和范围 为了规范原材料检测,使原材料的检测有据可依,本标准规定了原材料的检测项目、检测方法及技术要求,适用于本公司的所用原材料的采购与入库验收
2.焊条检验规范 2.1 技术要求 公司使用焊条型号:碳钢焊条J422(E4303) J506(E5016) 2.1.1 外观:焊条表面不应有裂纹、气泡、锈蚀及剥落缺陷
2.1.2 质量证明:有厂家的质量保证书或合格证,出厂日期在保质期内
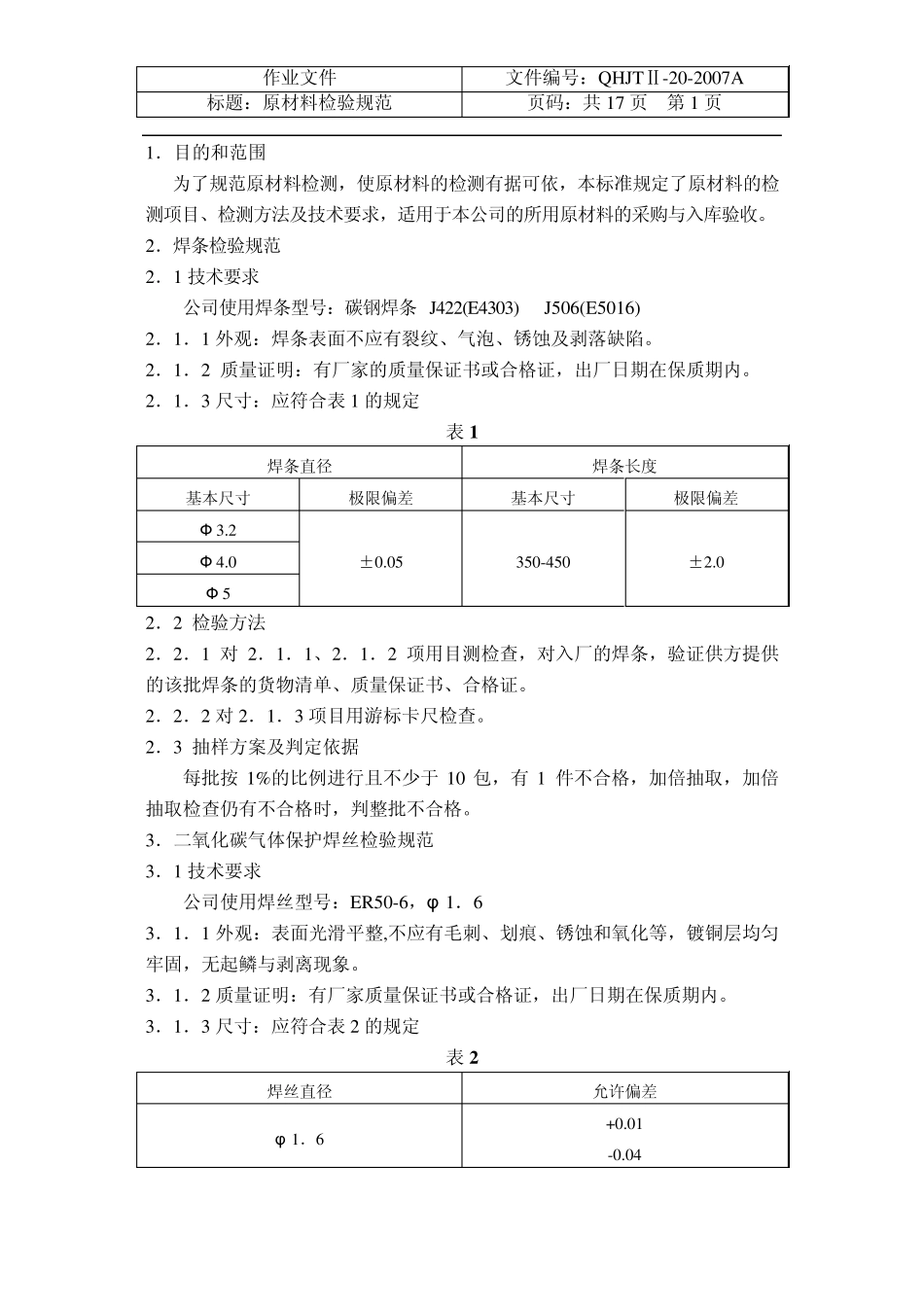
2.1.3 尺寸:应符合表1 的规定 表1 焊条直径 焊条长度 基本尺寸 极限偏差 基本尺寸 极限偏差 Ф 3
05 350-450 ±2
0 Ф 5 2.2 检验方法 2.2.1 对 2.1.1、2.1.2 项用目测检查,对入厂的焊条,验证供方提供的该批焊条的货物清单、质量保证书、合格证
2.2.2 对 2.1.3 项目用游标卡尺检查
2.3 抽样方案及判定依据 每批按 1%的比例进行且不少于10 包,有1 件不合格,加倍抽取,加倍抽取检查仍有不合格时,判整批不合格
3.二氧化碳气体保护焊丝检验规范 3.1 技术要求 公司使用焊丝型号:ER50-6,φ 1.6 3.1.1 外观:表面光滑平整,不应有毛刺、划痕、锈蚀和氧化等,镀铜层均匀牢固,无起鳞与剥离现象
3.1.2 质量证明:有厂家质量保证书或合格证,出厂日期在保质期内
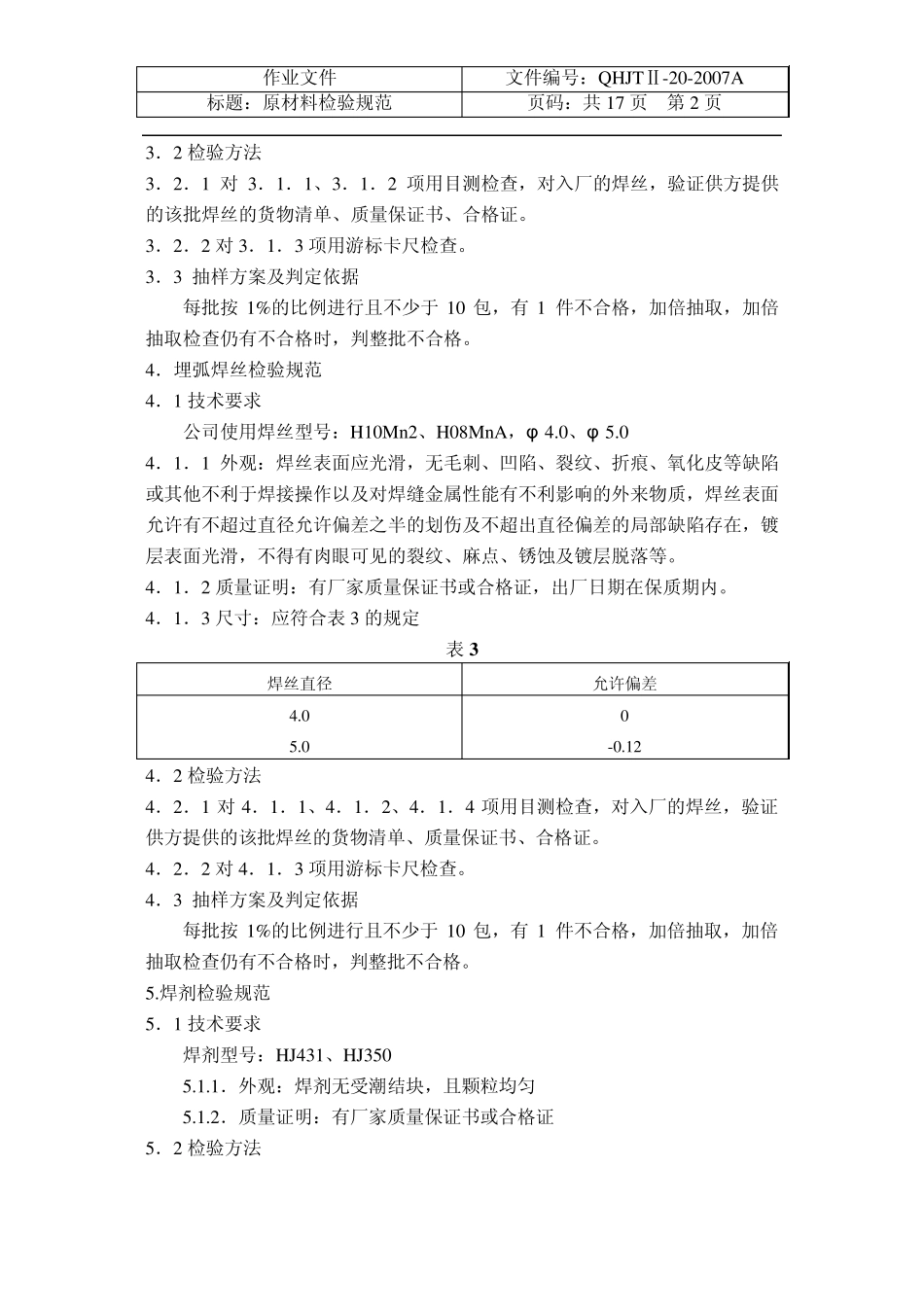
3.1.3 尺寸:应符合表2 的规定 表2 焊丝直径 允许偏差 φ 1.6 +0
04 作业文件 文件编号:QHJTⅡ-20-2007A 标题:原材料检验规范 页码:共 17 页 第 2 页 3.2 检验方法 3.2.1 对 3.1.1、3.1.2 项用目测检查,对入厂的焊丝,验证供方提供的该批焊丝的货物清单、质量保证书