精品文档---下载后可任意编辑热加工(材料成形)目录1 铸造 11
1 铸造的定义及分类 1
2 砂型铸造生产 1
1 砂型铸造的生产工艺过程: 1
2 砂箱装配图: 1
3 浇注系统的组成 1
4 铸造工艺图 1
5 铸造缺陷 2 锻造 2
1 定义 2
2 锻造的分类 2
3 锻造加热 2
4 锻造设备: 3 冲压 / 钣金工艺 3
1 定义 3
2 基本工序 3
3 冲模结构 4 焊接 4
1 定义 4
2 分类 4
3 手工电弧焊 4
4 焊接工艺参数 4
5 气焊 4
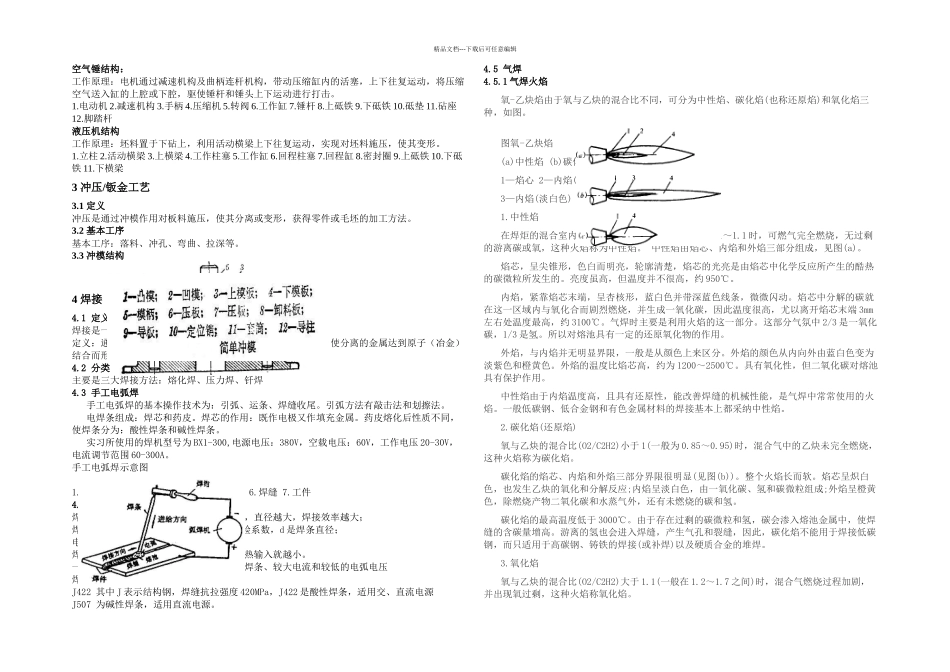
1 气焊火焰 4
2 气焊设备 4
6 氧气切割 4
7 焊接接头种类及焊接位置 4
8 焊接缺陷 5 热处理 北理工 工程训练中心 郑艺(zhengyi2024@163
com)精品文档---下载后可任意编辑1 铸造1
1 铸造的定义及分类铸造的实质是基于液态成形
定义:是将熔炼的化学成分合格的液态金属浇注到铸型型腔中,冷却凝固后获得毛坯或零件的方法成为铸造
铸造分为:砂型铸造和特种铸造
特种铸造方法有:金属型铸造、压力铸造、低压铸造、熔模铸造、离心铸造
2 砂型铸造生产1
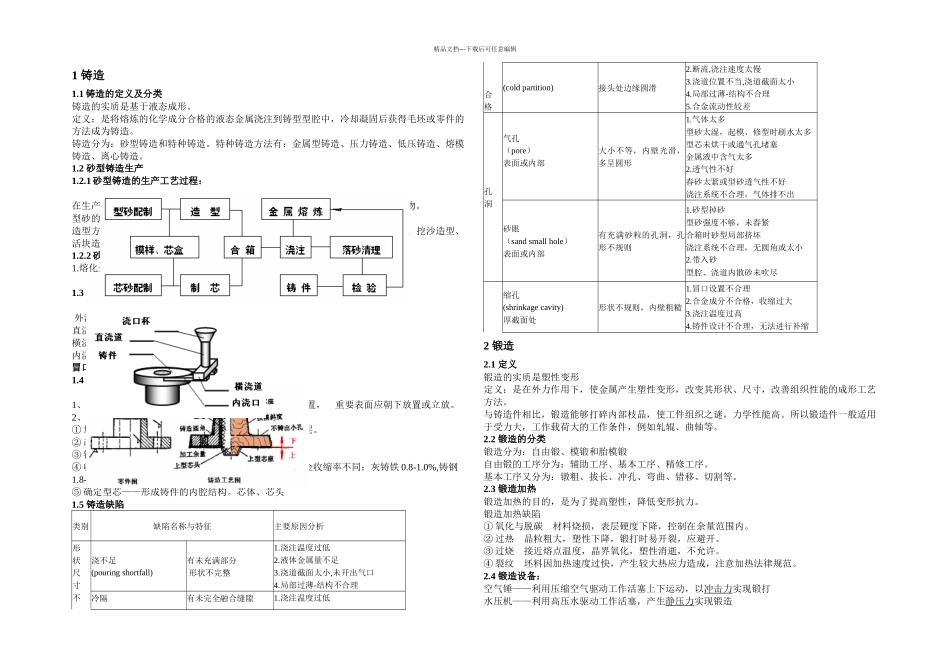
1 砂型铸造的生产工艺过程:在生产中需要配制型砂和芯砂
型砂的组成有 4 种:石英砂、水、粘接剂、附加物
型砂的性能包括:可塑性、强度、耐火性、透气性、退让性
造型方法分为手工造型和机器造型
手工造型方法又分为:整模造型、分模造型、挖沙造型、活块造型、三箱造型等
2 砂箱装配图:1
熔化金属 2
总排气孔 6
3 浇注系统的组成 外浇口——承接液态金属,并挡渣;直浇道——垂直通道,形成充型压力;横浇道——水平通道,挡渣;内浇口——控制流速、流向,调节凝固顺序
冒口—— 用于补缩,设在铸件厚大截面处1
4 铸造工艺图1、浇注位置