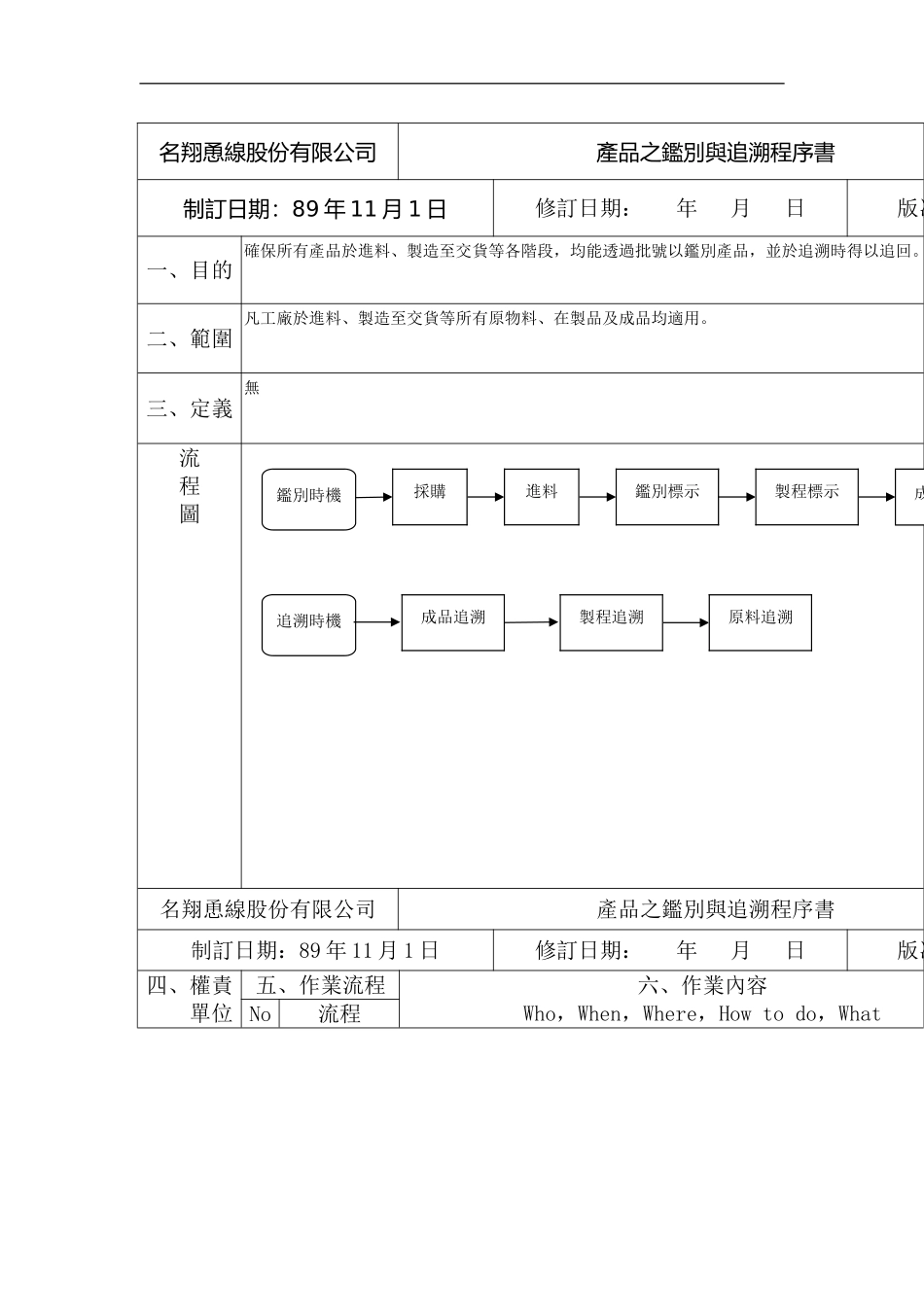
精品文档---下载后可任意编辑名翔恿線股份有限公司產品之鑑別與追溯程序書制訂日期:89 年 11 月 1 日修訂日期: 年 月 日版次:版一、目的確保所有產品於進料、製造至交貨等各階段,均能透過批號以鑑別產品,並於追溯時得以追回。二、範圍凡工廠於進料、製造至交貨等所有原物料、在製品及成品均適用。三、定義無流程圖名翔恿線股份有限公司產品之鑑別與追溯程序書制訂日期:89 年 11 月 1 日修訂日期: 年 月 日版次:版四、權責單位五、作業流程六、作業內容Who,When,Where,How to do,WhatNo流程鑑別標示進料成品標示製程標示成品追溯鑑別時機採購追溯時機製程追溯原料追溯精品文档---下载后可任意编辑廠務部1 鑑別時機鑑別時機於客戶退貨或自主檢驗或巡迴檢驗時,有不符品質規定者,分別由製品組主管或打樣員依據【進料檢驗程序書】(MS-P2-1001)、【製程巡迴檢驗程序書】(MS-P2-1002)與【成品檢驗程序書】(MS-P2-1003)之相關品質檢驗標準執行檢驗,項目如下:原物料。在製品。成品。廠務部管理部2 採購採購廠務部各單位主管於原物料存量低於安全庫存量時,依【採購管理程序書】(MS-M2-0601)之相關規定,辦理採購申請。廠務部3 進料進料原物料進廠時,由製品組主管與打樣員依序依據【進料檢驗程序書】(MS-P2-1001)之相關規定,執行驗收與檢驗。廠務部4 鑑別標示鑑別標示打樣員依原物料檢驗結果與【進料檢驗程序書】(MS-P2-1001)之相關規定,分別將原物料予以適切標示後,移轉入庫或辦理特採。廠務部5 製程標示製程標示打樣員與品管員分別依在製品檢驗結果、製程巡迴檢驗結果與【製程巡迴檢驗程序書】(MS-P2-1002)之相關規定,對在製品與製程階段予以適切標示,以茲識別。名翔恿線股份有限公司產品之鑑別與追溯程序書制訂日期:89 年 11 月 1 日修訂日期: 年 月 日版次:版四、權責單位五、作業流程六、作業內容Who,When,Where,How to do,WhatNo流程廠務部6 成品標示成品標示包裝員於成品完成時,依【製程管制程序書】(MS-P2-0902)之相關規定分別於每個成品上貼上成品標籤(包括色號、材質、長度、規格與製造批號),式樣詳見〝標示標籤一覽表〞(MS-P4-1104)如附表 1。精品文档---下载后可任意编辑廠務部營業部7 包裝標示包裝標示包裝員依【製程管制程序書】(MS-P2-0902)之相關規定,將貼上成品標籤之合格成品,裝入紙盒內,並於紙盒外貼上外盒標籤(包括色號、材質、長度、規格與製造批號),式樣詳見...