营口赛斯德型材有限公司 支 持 性 文 件 文件编号 Q/SSDZG—08—2008 版 号 第一版 第 0 次修订 文件名称 挤压工艺规程 页 码 第 1 页 共 7 页 1
范围 本规程规定了型材生产工艺流程、工艺参数及操作要求
本规程适用于型材挤压生产工艺控制
引用文件 产品的监视和测量控制程序 3
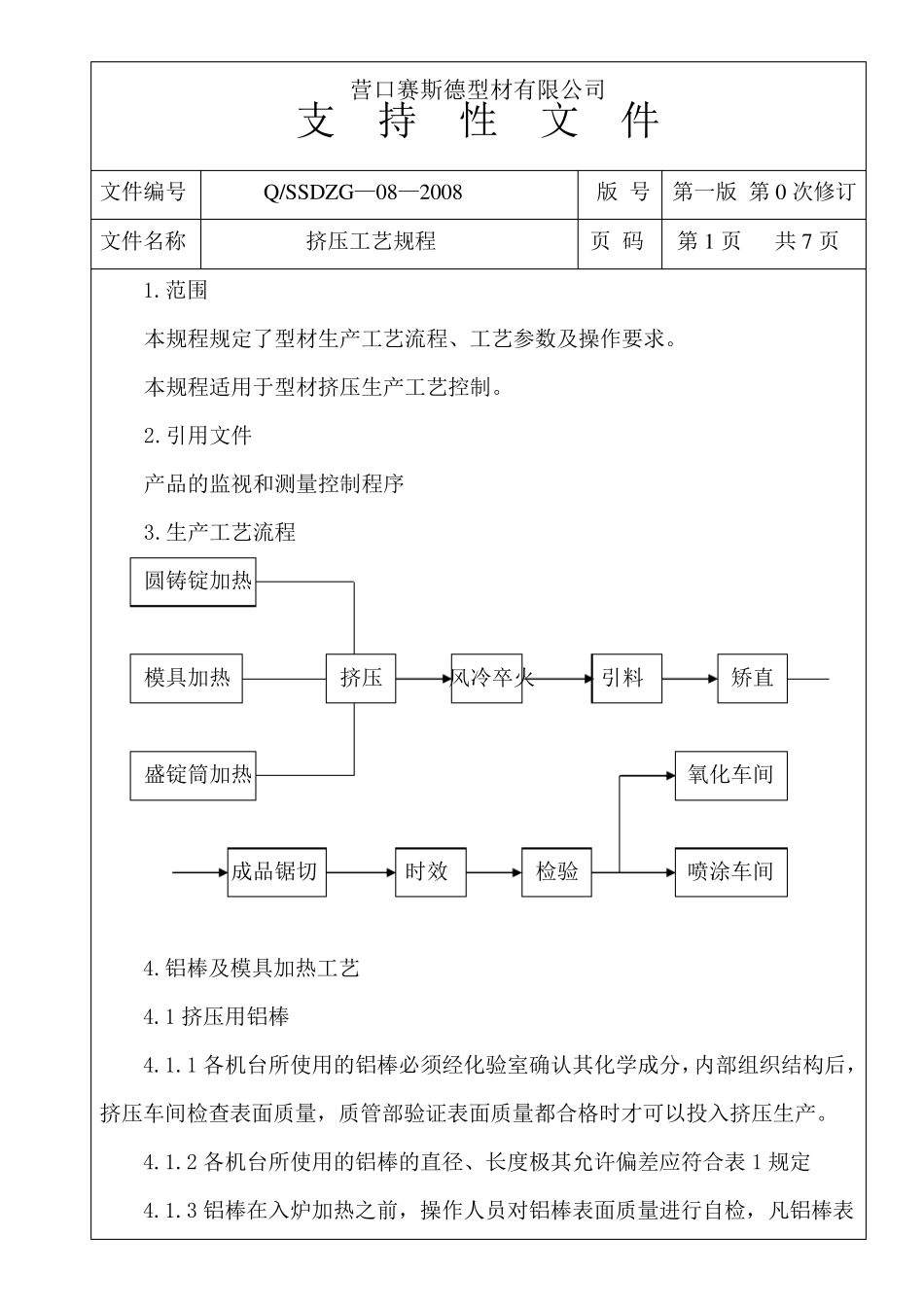
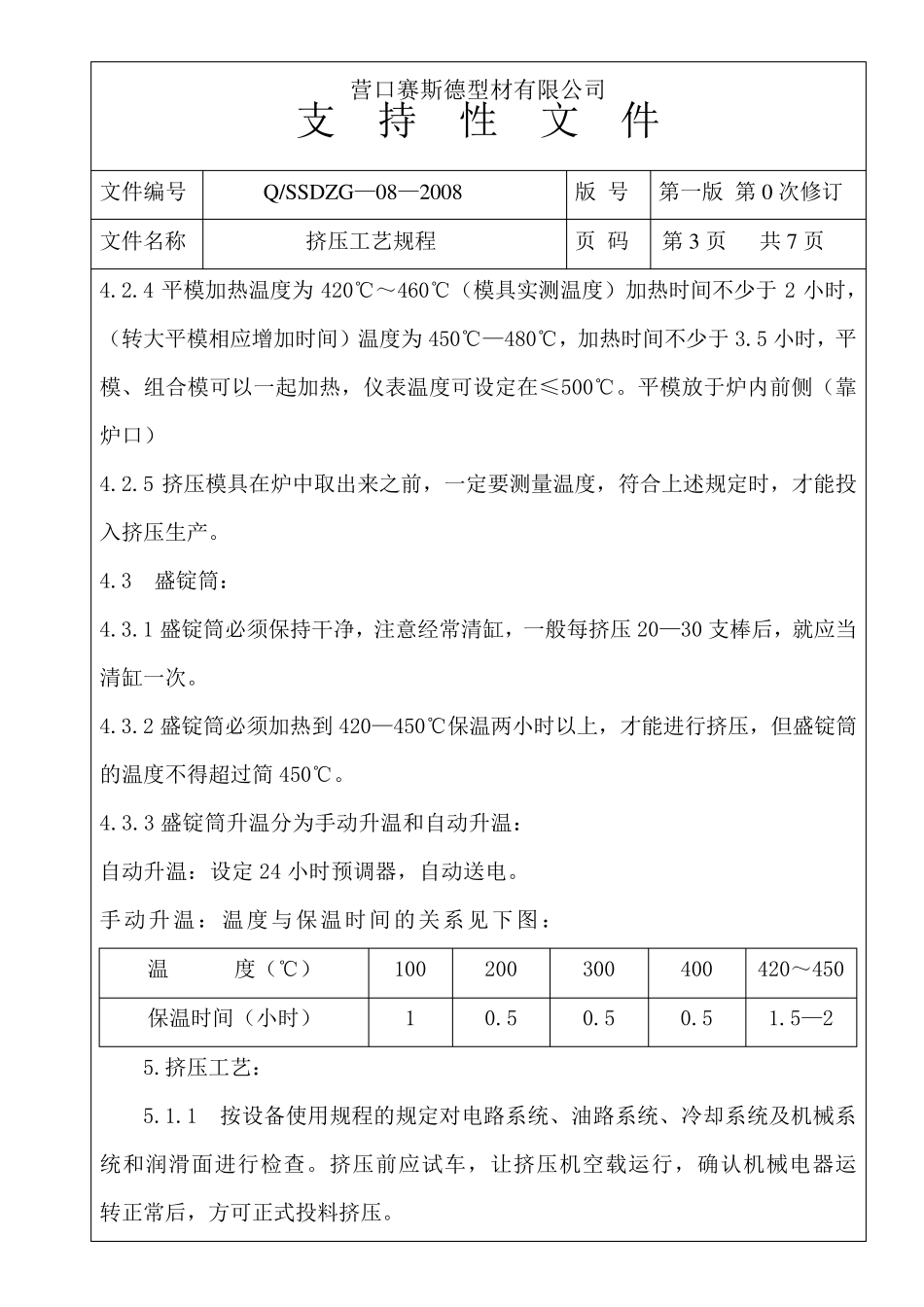
生产工艺流程 圆铸锭加热 模具加热 挤压 风冷卒火 引料 矫直 盛锭筒加热 氧化车间 成品锯切 时效 检验 喷涂车间 4
铝棒及模具加热工艺 4
1 挤压用铝棒 4
1 各机台所使用的铝棒必须经化验室确认其化学成分,内部组织结构后,挤压车间检查表面质量,质管部验证表面质量都合格时才可以投入挤压生产
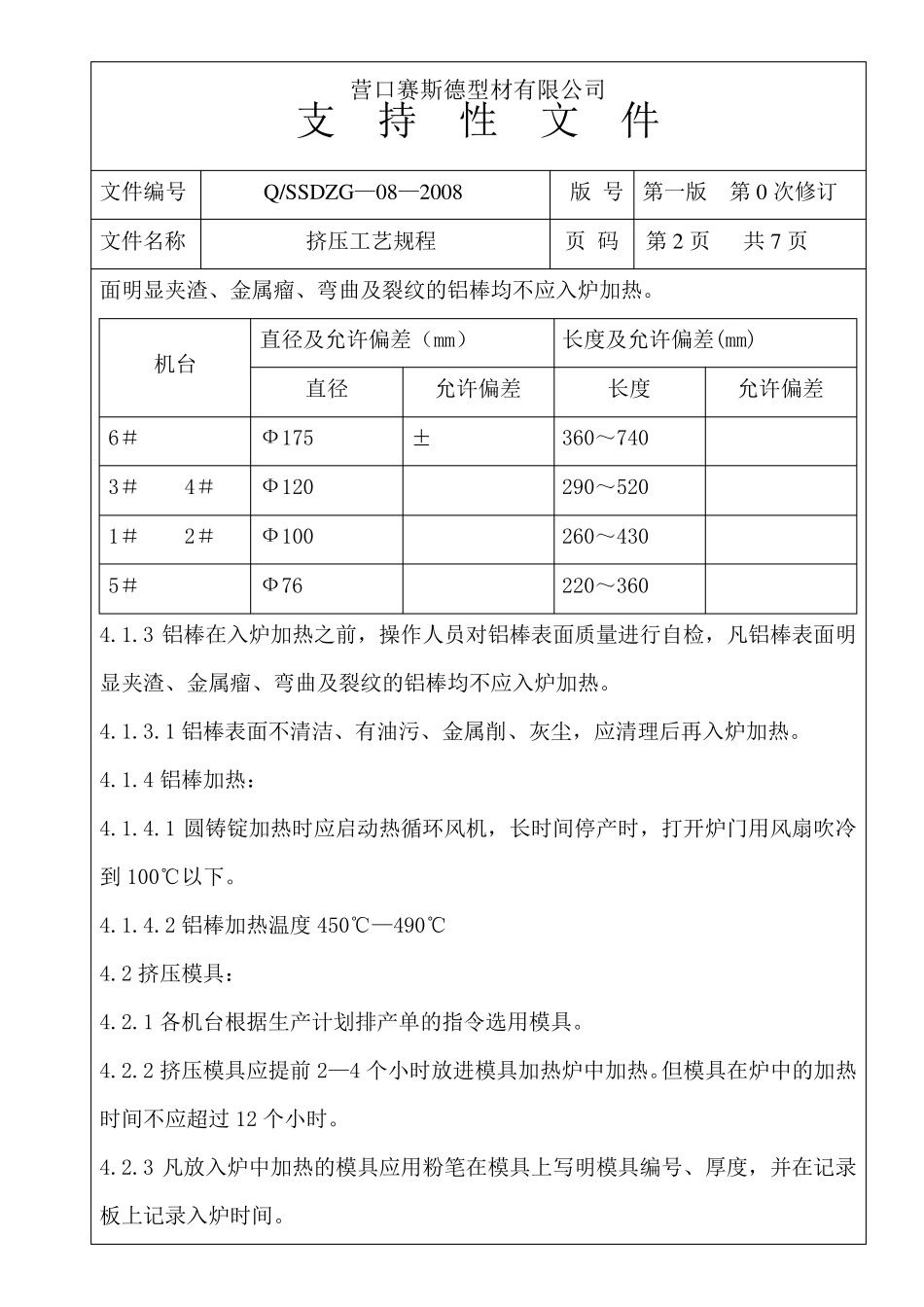
2 各机台所使用的铝棒的直径、长度极其允许偏差应符合表 1 规定 4
3 铝棒在入炉加热之前,操作人员对铝棒表面质量进行自检,凡铝棒表 营口赛斯德型材有限公司 支 持 性 文 件 文件编号 Q/SSDZG—08—2008 版 号 第一版 第0 次修订 文件名称 挤压工艺规程 页 码 第2 页 共7 页 面明显夹渣、金属瘤、弯曲及裂纹的铝棒均不应入炉加热
机台 直径及允许偏差(mm) 长度及允许偏差(mm) 直径 允许偏差 长度 允许偏差 6# Ф175 ± 360~740 3# 4# Ф120 290~520 1# 2# Ф100 260~430 5# Ф76 220~360 4
3 铝棒在入炉加热之前,操作人员对铝棒表面质量进行自检,凡铝棒表面明显夹渣、金属瘤、弯曲及裂纹的铝棒均不应入炉加热
1 铝棒表面不清洁、有油污、金属削、灰尘,应清理后再入炉加热
4 铝棒加热: 4
1 圆铸锭加热时应启动热循环风机,长时间停产时,打开炉门用风扇吹冷到 100℃以下
2 铝棒加热温度450℃—490℃ 4