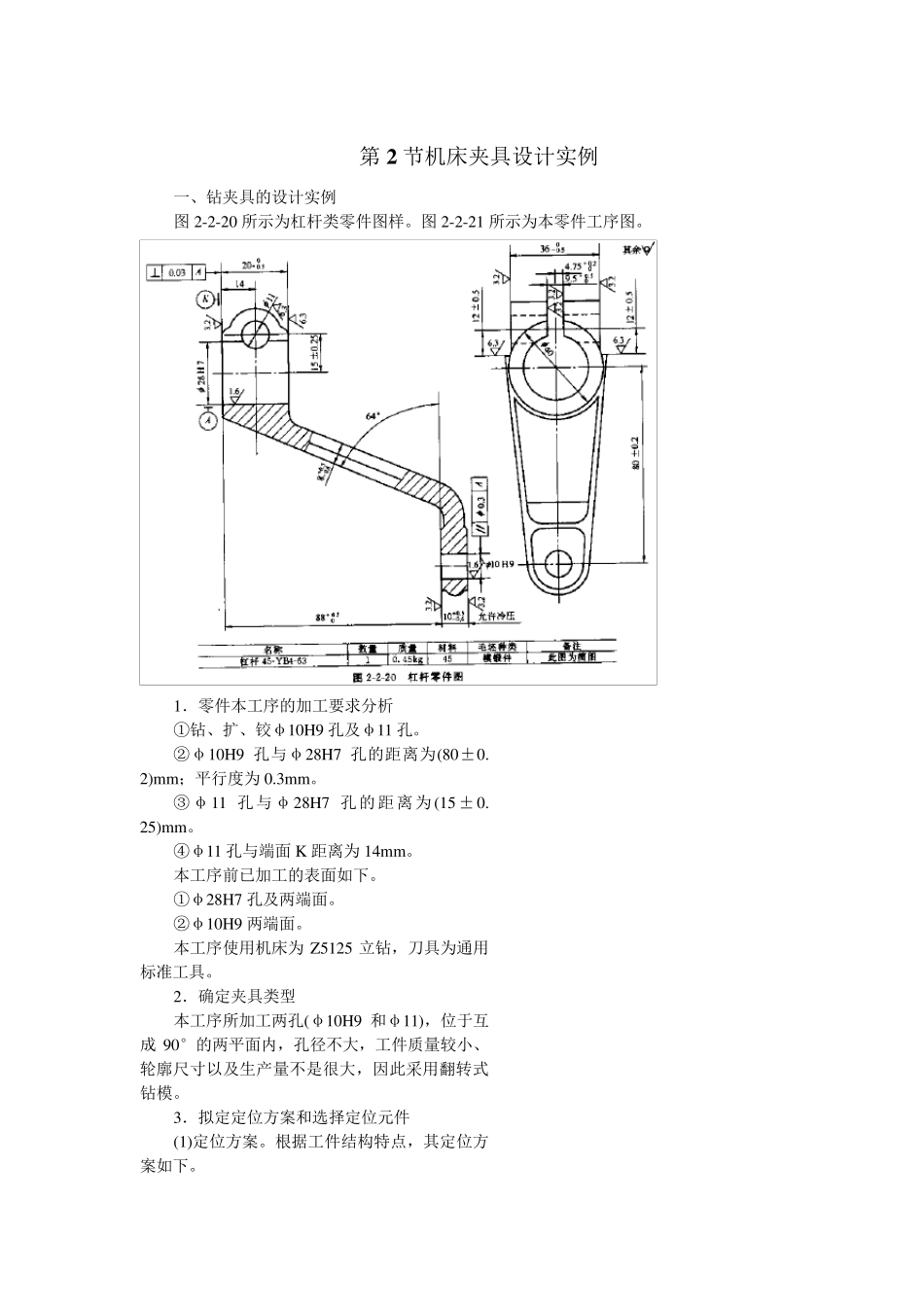
第2 节机床夹具设计实例 一、钻夹具的设计实例 图2-2-20 所示为杠杆类零件图样
图2-2-21 所示为本零件工序图
1.零件本工序的加工要求分析 ①钻、扩、铰φ10H9 孔及φ11 孔
②φ10H9 孔与φ28H7 孔的距离为(80±0
2)m m;平行度为0
③φ11 孔与φ28H7 孔的距离为(15±0
25)m m
④φ11 孔与端面K 距离为14m m
本工序前已加工的表面如下
①φ28H7 孔及两端面
②φ10H9 两端面
本工序使用机床为Z5125 立钻,刀具为通用标准工具
2.确定夹具类型 本工序所加工两孔(φ10H9 和φ11),位于互成90°的两平面内,孔径不大,工件质量较小、轮廓尺寸以及生产量不是很大,因此采用翻转式钻模
3.拟定定位方案和选择定位元件 (1)定位方案
根据工件结构特点,其定位方案如下
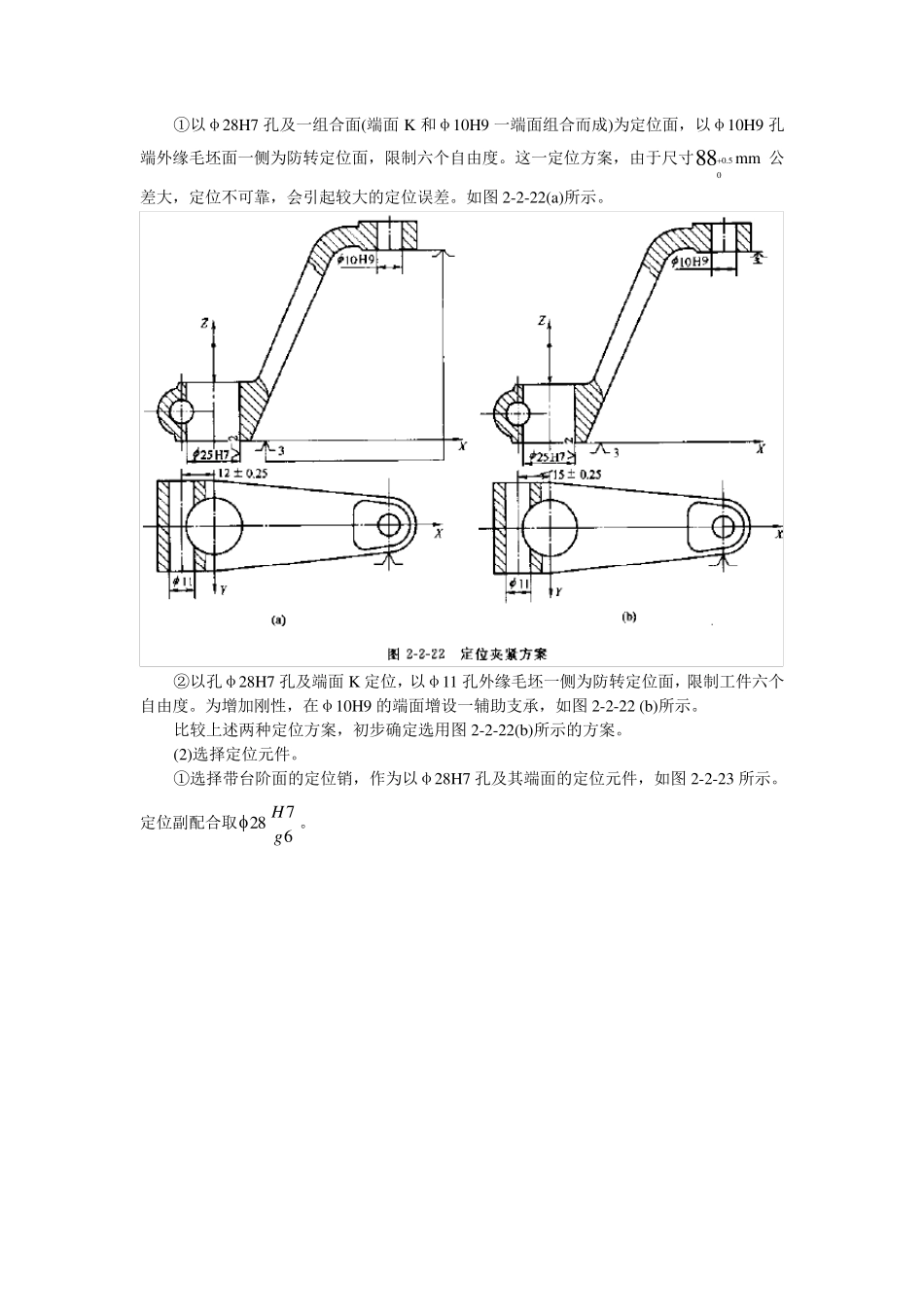
①以φ28H7 孔及一组合面(端面 K 和φ10H9 一端面组合而成)为定位面,以φ10H9 孔端外缘毛坯面一侧为防转定位面,限制六个自由度
这一定位方案,由于尺寸885
00m m 公差大,定位不可靠,会引起较大的定位误差
如图 2-2-22(a)所示
②以孔φ28H7 孔及端面 K 定位,以φ11 孔外缘毛坯一侧为防转定位面,限制工件六个自由度
为增加刚性,在φ10H9 的端面增设一辅助支承,如图 2-2-22 (b)所示
比较上述两种定位方案,初步确定选用图 2-2-22(b)所示的方案
(2)选择定位元件
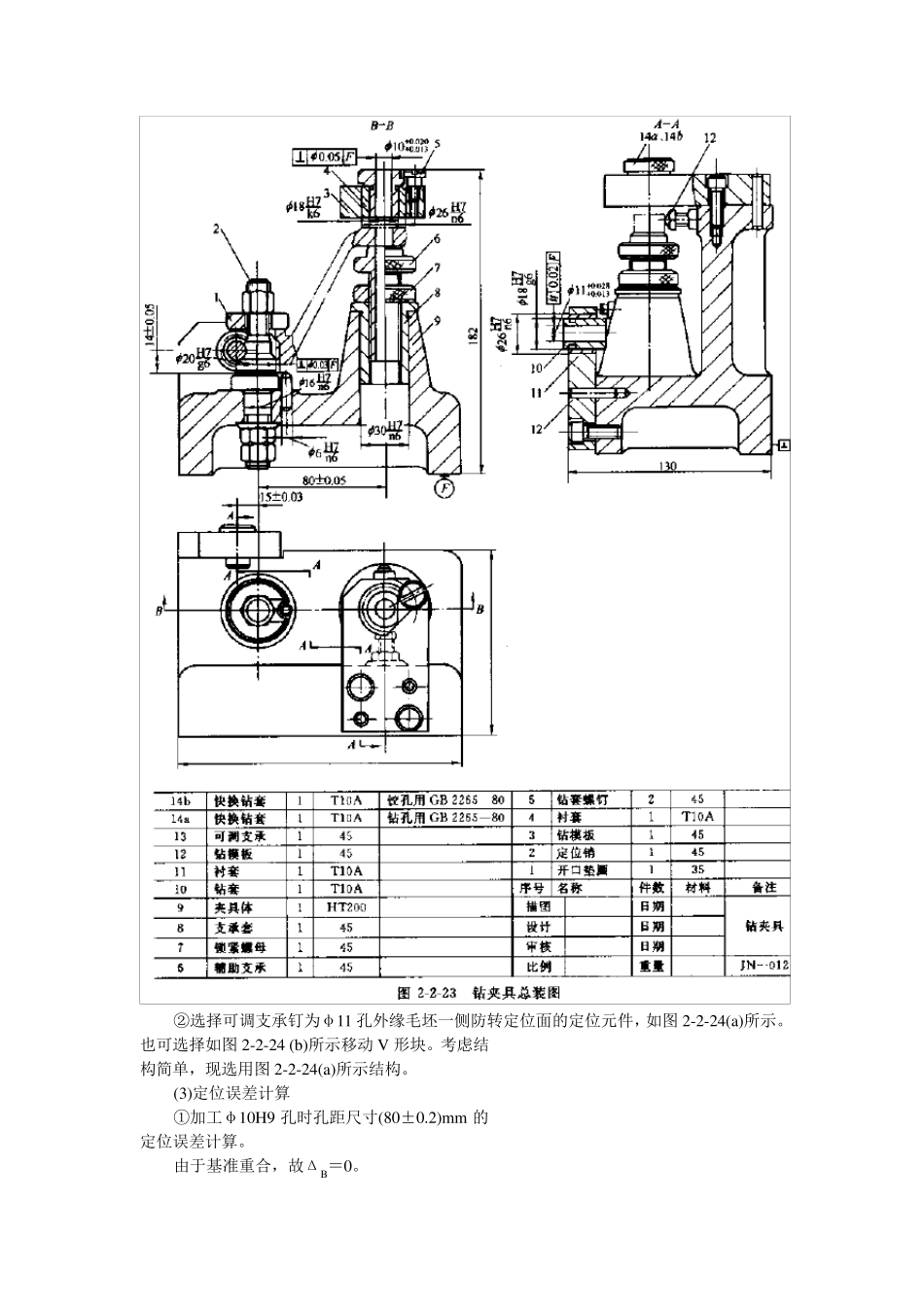
①选择带台阶面的定位销,作为以φ28H7 孔及其端面的定位元件,如图 2-2-23 所示
定位副配合取6728 gH
②选择可调支承钉为φ11 孔外缘毛坯一侧防转定位面的定位元件,如图2-2-24(a)所示
也可选择如图2-2-24 (b)所示移动V 形块
考虑结构简单,现选用图2-2-2