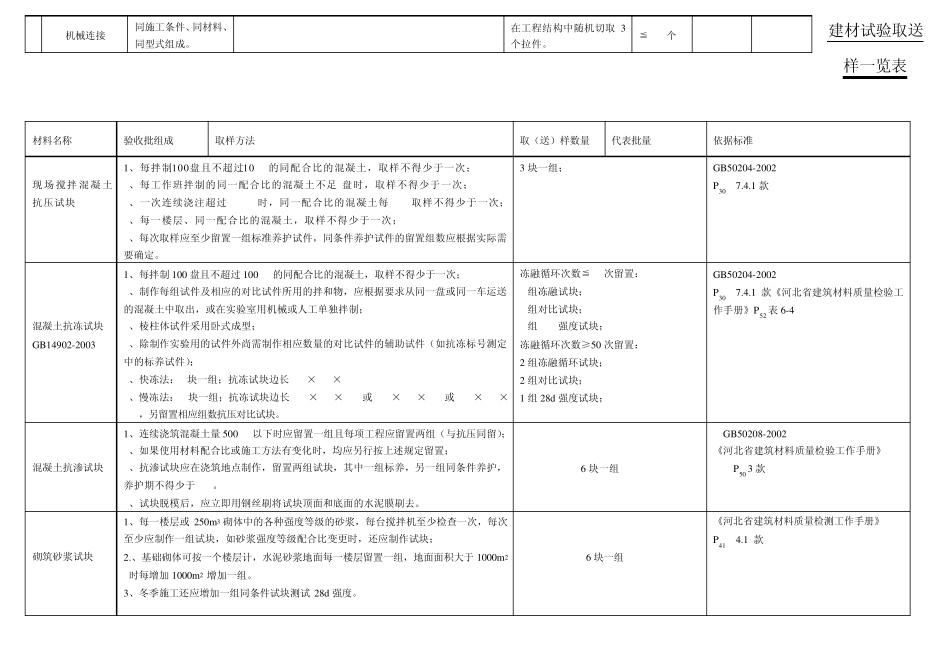
材料名称 验收批组成 取样方法 取(送)样数量 代表批量 依据标准 钢筋原材 热轧 带肋 钢筋 HRB335 HRB400 HRB500 同牌号、同炉罐号、同规格为一批
冶炼炉容量不大于30t的不同炉罐号可组成混合批,每批不应多于6 个炉罐号
任选两根钢筋,每根钢筋切取拉伸、冷弯试样各一个
(去掉钢筋端部500截取) 拉件:≥200+10d 弯件:≥150+5d 实际控制: 拉件长度: ø≦ 25 450 mm ø≥28 500 mm 弯件长度: ø≦ 25 300 mm ø≥28 350 mm 2 拉2 弯 ≦ 60T 《 河 北 省建 筑 材料质 量检 验工 作 手 册 》P10 4
1 款《 常 用 钢材的代表批量及 取样数量》表2-1-2 R235(直 条 ) Q235(盘 条 ) 任选一根钢筋切取拉伸试样一个:任选两根钢筋,每根钢筋切取冷弯试样一个
(去掉钢筋端部500 截取) 1 拉2 弯 Q235(型 钢) 1、工 字 钢、槽 钢在 腰 高 1/4 处 沿 轧制方向 切取; 2、角 钢、乙 字 钢、T 型 钢在 腰 腿 部1/3 处 切取; 3、钢板 从 宽 度1/4 处 沿 轧制方向 切取; 4、型 材为原扎 制厚 度:用 烧 割 法取样时 ,加 工 余 量应不小于型 材厚 度,且不少于20mm,弯件棱边应锉圆且半径不大于2mm
拉件:长度:≥200+5
65F0(截面积) 宽 度:厚 <4
5mm 的,宽 取20 mm; 厚 4
5-25mm 的,宽 取30mm; 弯件:长度:≥150+5b0(厚 度), 宽 度:宽 2 b0(厚 度)且不小 于10mm; 型 材板 厚 >20mm 的应加 工 成20mm 厚 ,并留一个原扎 面
1 拉1 弯 钢筋焊件 闪光对焊 同台班、同焊工 、同焊接参数的组成
数量较少的,一周内累计计算
从 每批成品中随机切取