备注:本取样指南规定供取样送检参考使用,与相关施工验收规范不一致之处,应以施工验收规范的规定执行
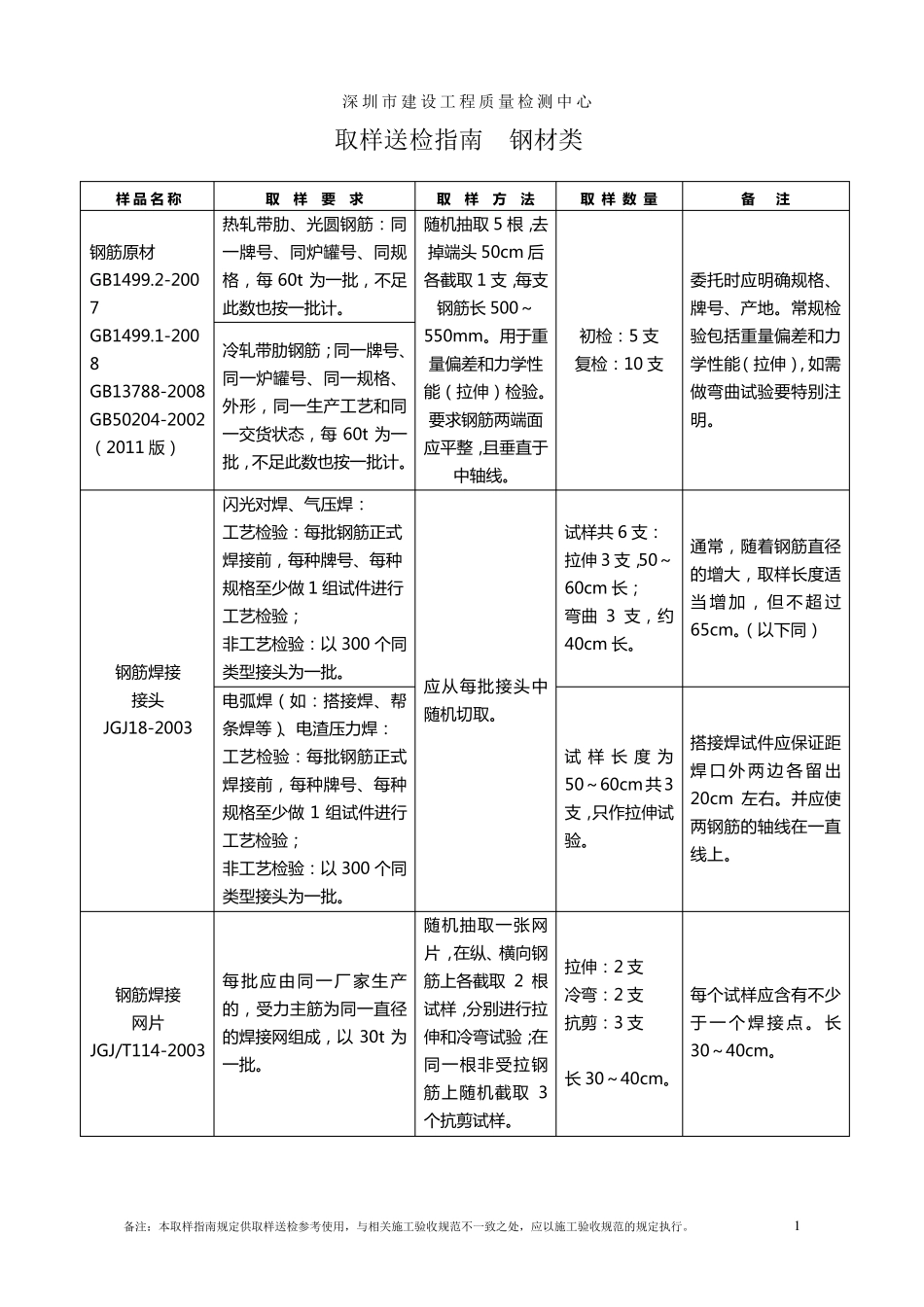
1 深 圳 市 建 设 工程 质 量 检测 中 心 取样送检指南 钢材类 样 品 名 称 取 样 要 求 取 样 方 法 取 样 数 量 备 注 钢 筋 原 材 GB1499
2-2007 GB1499
1-2008 GB13788-2008 GB50204-2002( 2011 版 ) 热 轧 带 肋 、光圆钢 筋 :同一牌号、同炉罐号、同规格,每 60t 为一批,不足此数也按一批计
随机抽取 5 根,去掉端头 50cm 后各截取 1 支,每支钢 筋 长 500~550mm
用于重量偏差和力学性能( 拉伸) 检验
要求钢 筋 两端面应平整,且垂直于中轴线
初检:5 支 复检:10 支 委托时应明确规格、牌号、产地
常规检验包括重量偏差和力学性能( 拉伸),如需做弯曲试验要特别注明
冷轧 带 肋 钢 筋 ;同一牌号、同一炉罐号、同一规格、外形,同一生产工艺和同一交货状态,每 60t 为一批,不足此数也按一批计
钢 筋 焊接 接头 JGJ18-2003 闪光对焊、气压焊: 工艺检验:每批钢 筋 正式焊接前,每种牌号、每种规格至少做 1 组试件进行工艺检验; 非工艺检验:以 300 个 同类 型 接头为一批
应从 每批接头中随机切 取
试样 共 6 支: 拉伸 3 支,50~60cm 长; 弯曲 3 支,约40cm 长
通 常,随着 钢 筋 直径的 增 大 ,取样 长度 适当 增 加 , 但 不 超 过65cm
( 以下 同) 电 弧 焊( 如:搭 接焊、帮条 焊等 )、电 渣 压力焊: 工艺检验:每批钢 筋 正式焊接前,每种牌号、每种规格至少做 1 组试件进行工艺检验; 非工艺检验:以 300 个 同类 型 接头为一批
试 样长 度为50~60cm共 3支,只