精品文档---下载后可任意编辑纺纱工艺计算
一、梳棉机FA201 梳棉机一、速度计算:1、锡林转速 ne(r∕min)=n1хD 电机轮直径 х0
98∕542=1460хDх0
98∕542=2
64D纺棉 D=136mm
ne=360 r∕min
纺化纤 D=125mm
ne=330r∕min2、刺辊转速 nt(r∕min)=n1хD 电机轮直径 х0
98∕Dt=1460хD∕Dt3、盖板速度 uf(mm∕min)=neх100ХZ4х1х1х14х36
98∕240хZ5х17х24=0
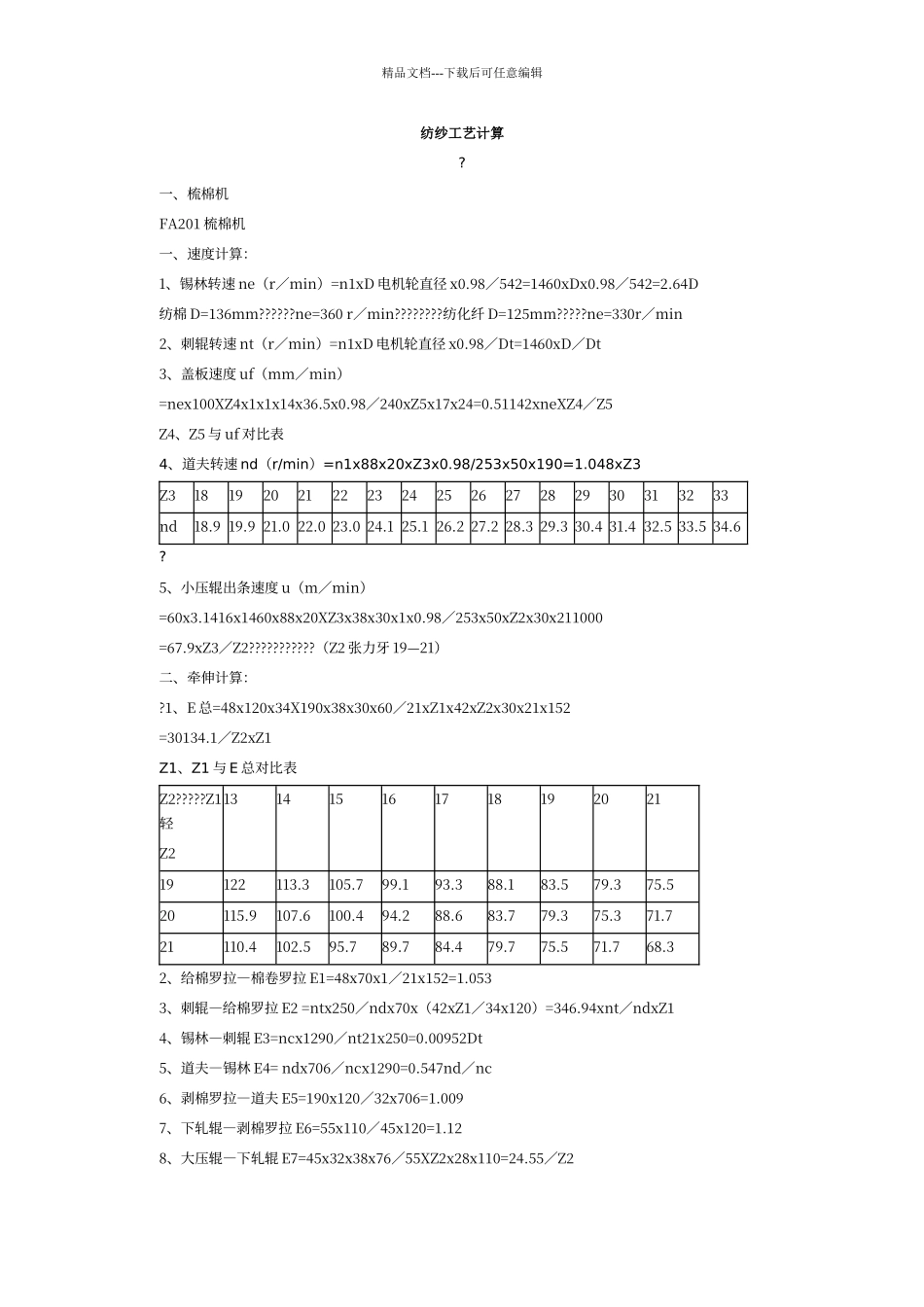
51142хneХZ4∕Z5Z4、Z5 与 uf 对比表4、道夫转速 nd(r∕min)=n1х88х20хZ3х0
98∕253х50х190=1
048хZ3Z318192021222324252627282930313233nd18
5、小压辊出条速度 u(m∕min)=60х3
1416х1460х88х20ХZ3х38х30х1х0
98∕253х50хZ2х30х211000=67
9хZ3∕Z2
(Z2 张力牙 19—21)二、牵伸计算:
1、E 总=48х120х34Х190х38х30х60∕21хZ1х42хZ2х30х21х152=30134
1∕Z2хZ1Z1、Z1 与 E 总对比表Z2
Z1轻Z213141516171819202119122113
520115
721110