板坯连铸机上装引锭杆系统 技术讲座 1 1
前言 在连铸机中,引锭杆的作用是引锭和拉坯
由于结晶器内腔是上下开口的,开浇前需将引锭杆上端的引锭头深入结晶器内,作为结晶器的活底,尾端则在拉矫辊中,开浇后,随着钢液的凝固,铸坯端部和引锭头凝结为一体,被拉矫辊一同拉出
当引锭头通过拉矫机后,便将引锭杆和铸坯脱开,将引锭杆送至引锭杆存放处,留待下一次浇注时使用
在这一过程中所需的设备如引锭杆,脱引锭装置,引锭杆存放装置等统称为引锭装置
引锭杆从结晶器上口进入称为上装方式, 引锭杆从结晶器下口进入结晶器,称为下装方式
装入方式不同,所需要的设备也不同
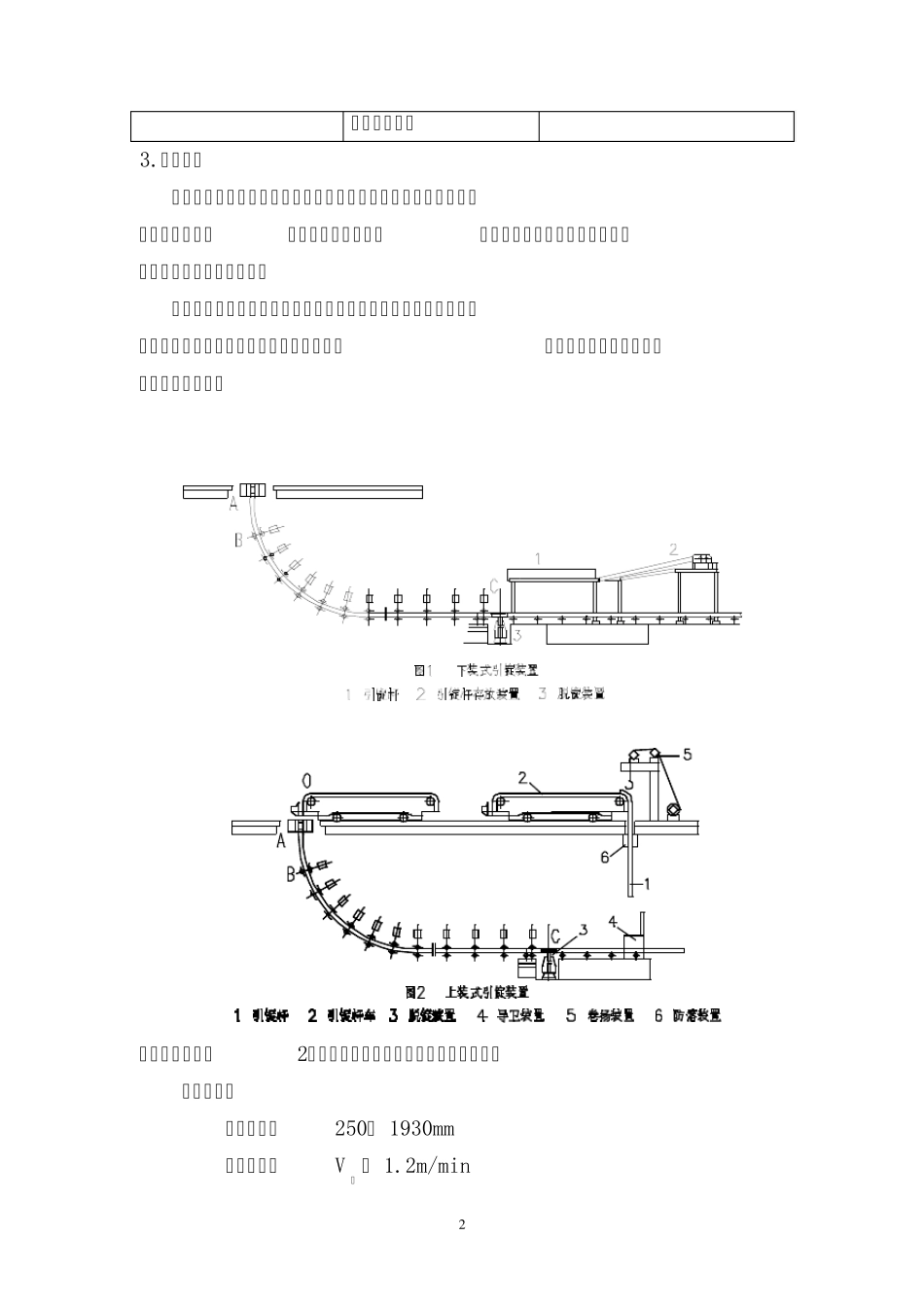
上装引锭杆一般应有引锭杆车、脱锭装置、导卫装置、卷扬装置、防落装置等主要设备
下装引锭杆装置所需设备除了引锭杆外主要还包括脱锭装置和引锭杆存放装置
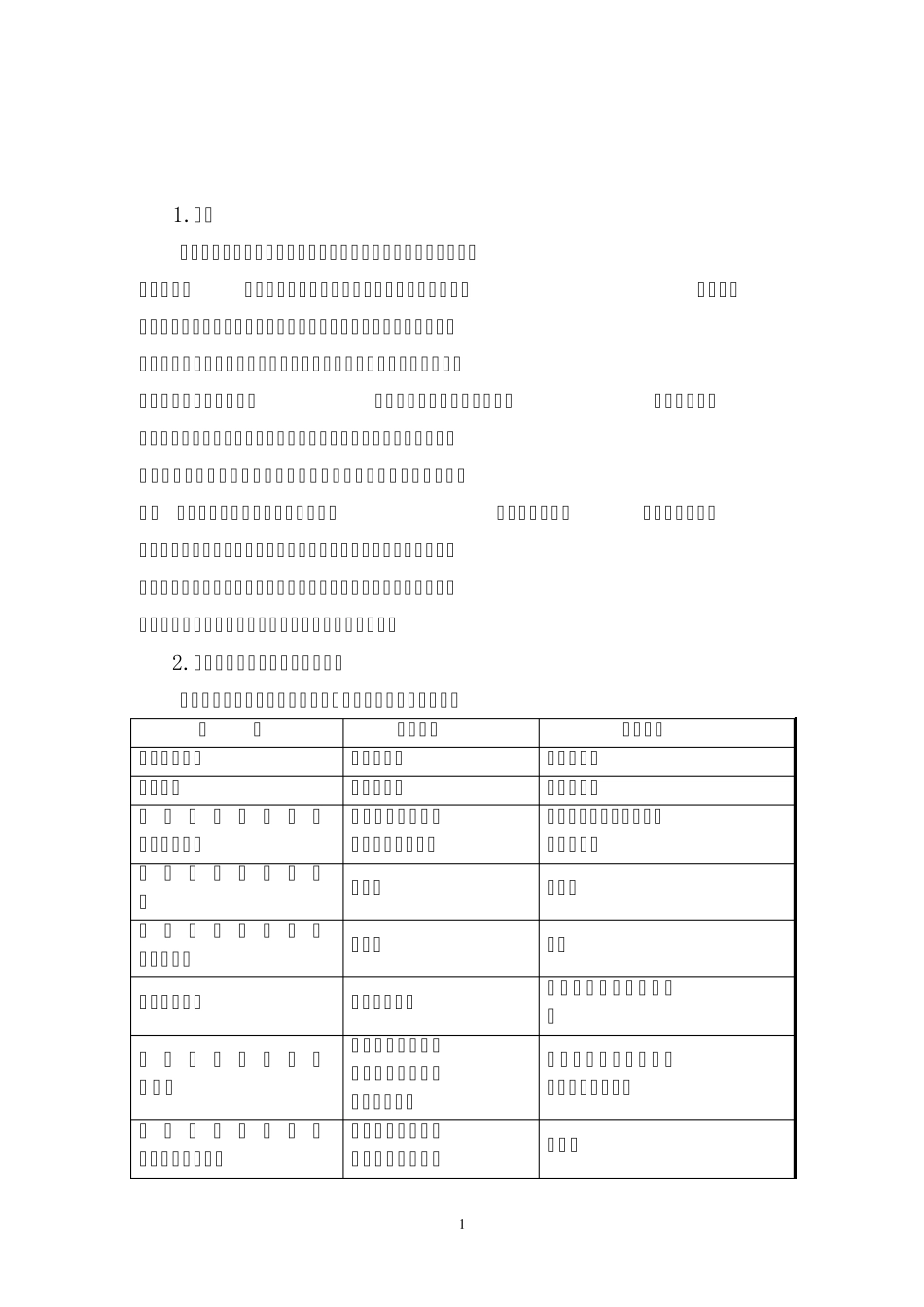
上装方式与下装方式的性能比较 引锭杆的装入方式不同,其性能也不同,性能比较见下表
条 件 下装方式 上装方式 连铸准备时间 准备时间长 准备时间短 设备组成 设备组成少 设备组成多 更 换 引 锭 头 或 链 节时的作业环境 恶劣(作业环境受铸坯辐射热影响) 良好(在操作台上的作业安全可靠) 引 锭 杆 装 入 时 的 蠕动 有蠕动 无蠕动 引 锭 杆 装 入 时 的 目视检查情况 不可以 可以 辊缝检查情况 不能全部检查 可实现在线拉坯全部检查 引 锭 杆 装 入 时 的 压紧次数 引锭杆在装入和引锭时,均承受驱动辊的压紧负荷 引锭杆只在引锭时承受驱动辊的压紧负荷 对 维 修 或 更 换 主 机区在线设备的影响 对切割前及切割后的辊道维修或更换无困难 2 有一定的困难 3
主要特点 上装方式在上表所列的性能特点中,最主要的特点是缩短了连铸机的准备时间,提高了连铸作业率
下面通过实例计算比较两种不同装入方式的生产准备时间
在已知浇注断面、冷却条件、铸坯拉速、辊列布置和引锭杆装入速度