板带轧制规程设计(design of pass-schedule for plate and strip rolling) 根据产品技术要求、原料条件和生产设备能力,运用数学公式对板带轧制时的压下、规程、速度规程、温度规程、张力制度和辊型制度的制定
制定板带轧制规程应考虑的主要因素 板带轧制规程设计的原则要求是,充分发挥设备能力,提高产量和质量,并使操作方便,设备安全
限制压下量和提高产量的设备因素 要提高产量就需要采取相应的措施,如增大压下量、缩减道次、确定合理速度规程、缩短轧制周期、合理选择原料坯重及提高轧机作业率等
对于可逆式轧机,主要是提高压下量以缩减道次;对于连轧机则主要是合理分配压下量并提高轧制速度
增大压下量和提高速度都涉及轧制力、轧制力矩和电机功率
从设备能力着眼,限制压下量和提高速度的因素主要有咬入条件、轧辊及接轴等强度和电机功率等
咬入条件 轧制时轧件咬入能力随轧制速度、轧制温度、轧件及轧辊材质、辊面及其冷却润滑状况的不同而不同
通常,增加轧制速度则使轧机的咬入能力降低
因可逆式轧机速度可调,故可用低速咬入,使允许咬入角增大
由允许最大咬入角αmax即可求出最大压下量 Δ hmax: 冷轧时也可用简化公式 Δ hmax=Rf2 (2) 式中 D、R分别为轧辊的直径和半径;f为摩擦系数
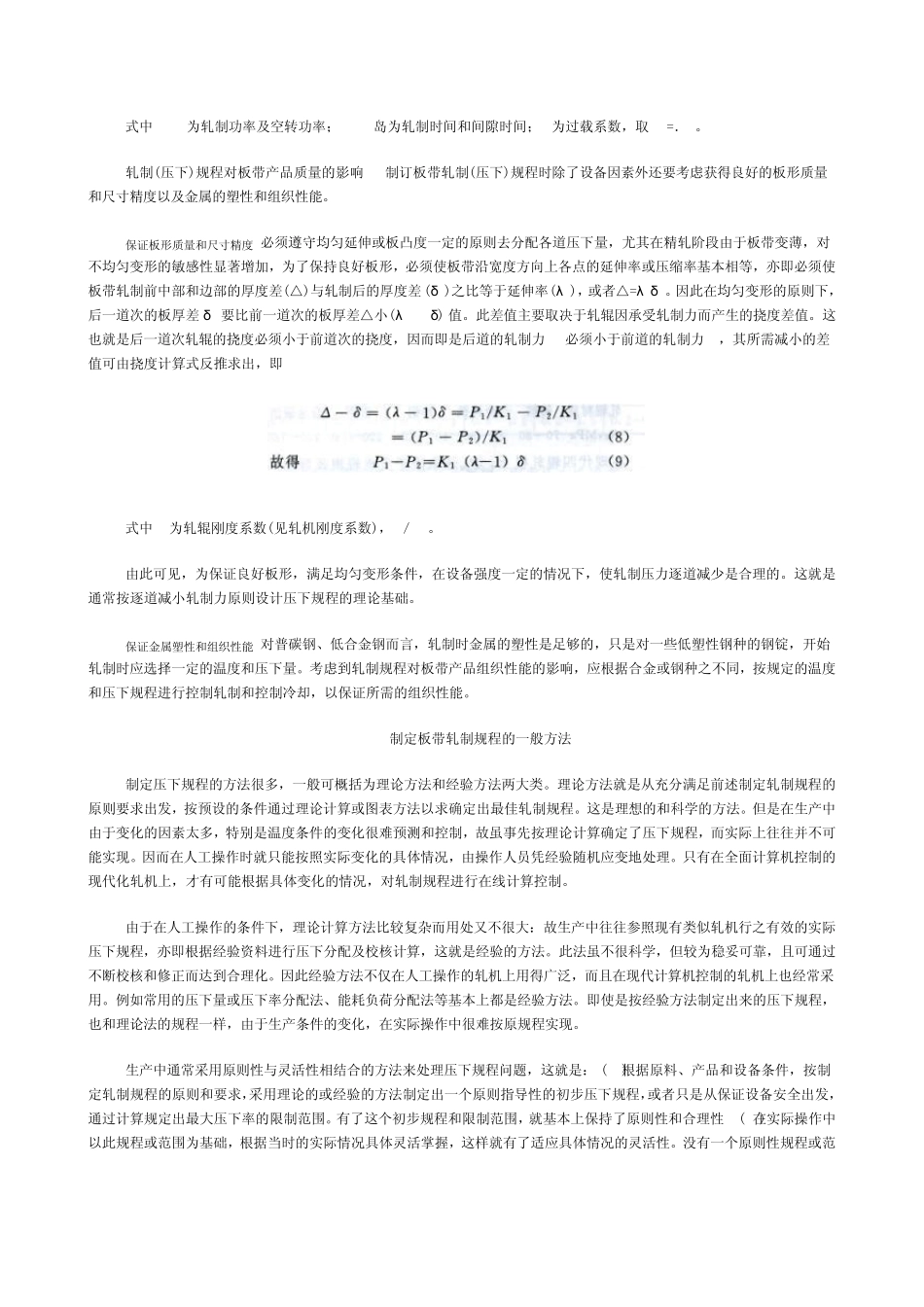
根据实验资料,通常平辊热轧时 αmax与轧制速度的关系为: 轧辊及接轴等设备的强度 最大许用轧制力及力矩一般取决于轧辊等设备的强度
通常在二辊及三辊轧机上许用轧制力Pyx取决于轧辊辊身强度,一般可由下式确定: 式中D、L、l分别为轧辊直径、辊身及辊颈长度,mm;B为板带宽度,mm;Rb为许用弯曲应力,MPa,取为: 在现代四辊轧机上,Pyx还取决于支承辊辊颈弯曲强度,此时 Pyx可取为 式中d、l为轧辊辊颈直径与长度
最大允许轧制力矩Myx除了取决于电机额定力矩之外