模具零件公差与配合尺寸标注标准 (试行版) 编制: 审查: 审批: 批准: 二零壹零年年一月 配合类: 顶针孔类 1、孔位置度公差≤±0
03/30 ㎜
2、孔表面粗糙度 1
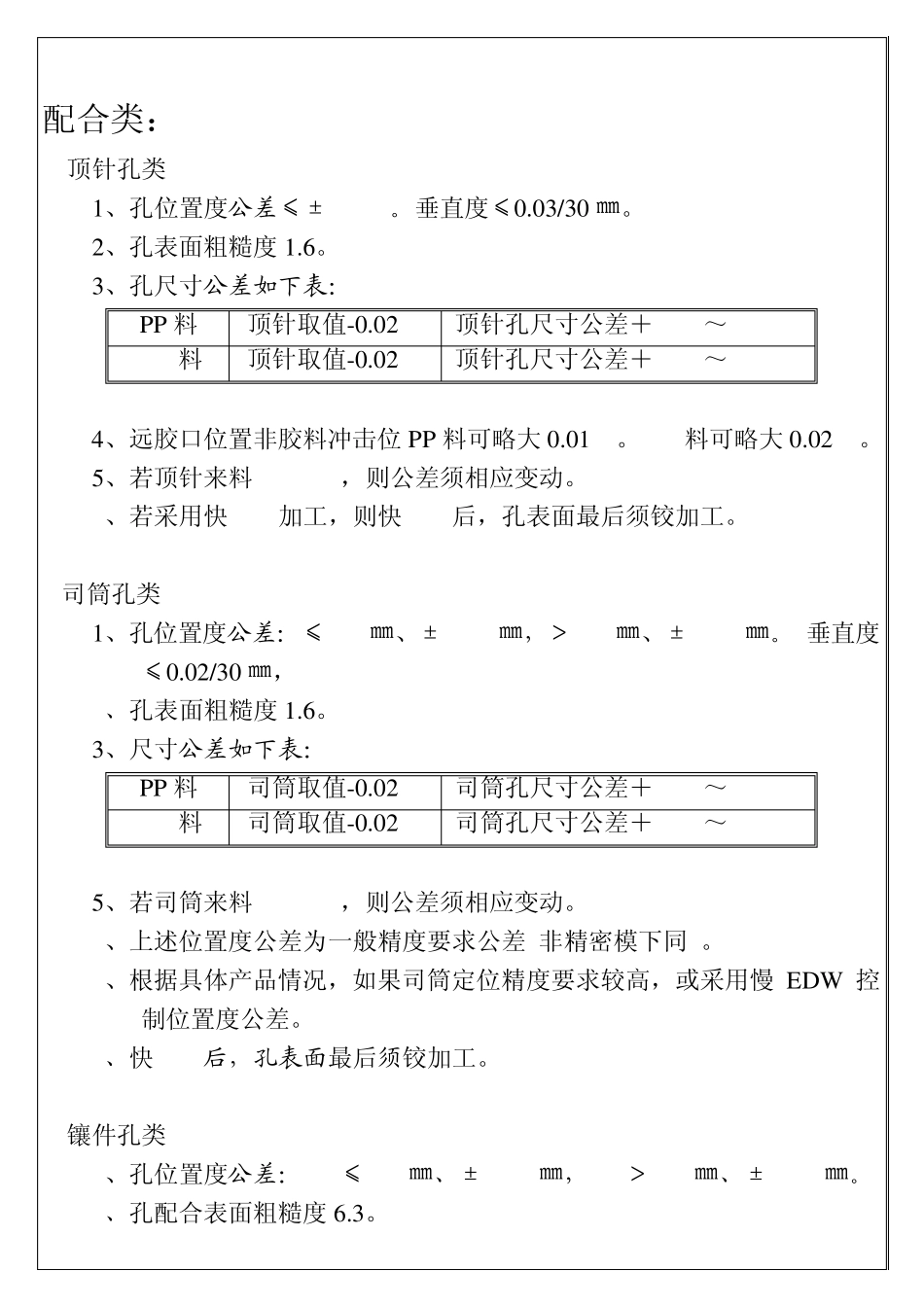
3、孔尺寸公差如下表: PP 料 顶针取值-0
02mm 顶针孔尺寸公差+0
04mm ABS料 顶针取值-0
02mm 顶针孔尺寸公差+0
06mm 4、远胶口位置非胶料冲击位 PP 料可略大 0
ABS料可略大 0
5、若顶针来料-0
01mm,则公差须相应变动
6、若采用快 EDW加工,则快 EDW后,孔表面最后须铰加工
司筒孔类 1、孔位置度公差:≤150㎜、±0
03㎜,>150㎜、±0
02/30 ㎜, 2、孔表面粗糙度 1
3、尺寸公差如下表: PP 料 司筒取值-0
02mm 司筒孔尺寸公差+0
03mm ABS料 司筒取值-0
02mm 司筒孔尺寸公差+0
04mm 5、若司筒来料-0
01mm,则公差须相应变动
6、上述位置度公差为一般精度要求公差(非精密模下同)
7、根据具体产品情况,如果司筒定位精度要求较高,或采用慢 EDW控制位置度公差
8、快 EDW后,孔表面最后须铰加工
镶件孔类 1、孔位置度公差: ≤150㎜、±0
03㎜, >150㎜、±0
2、孔配合表面粗糙度 6
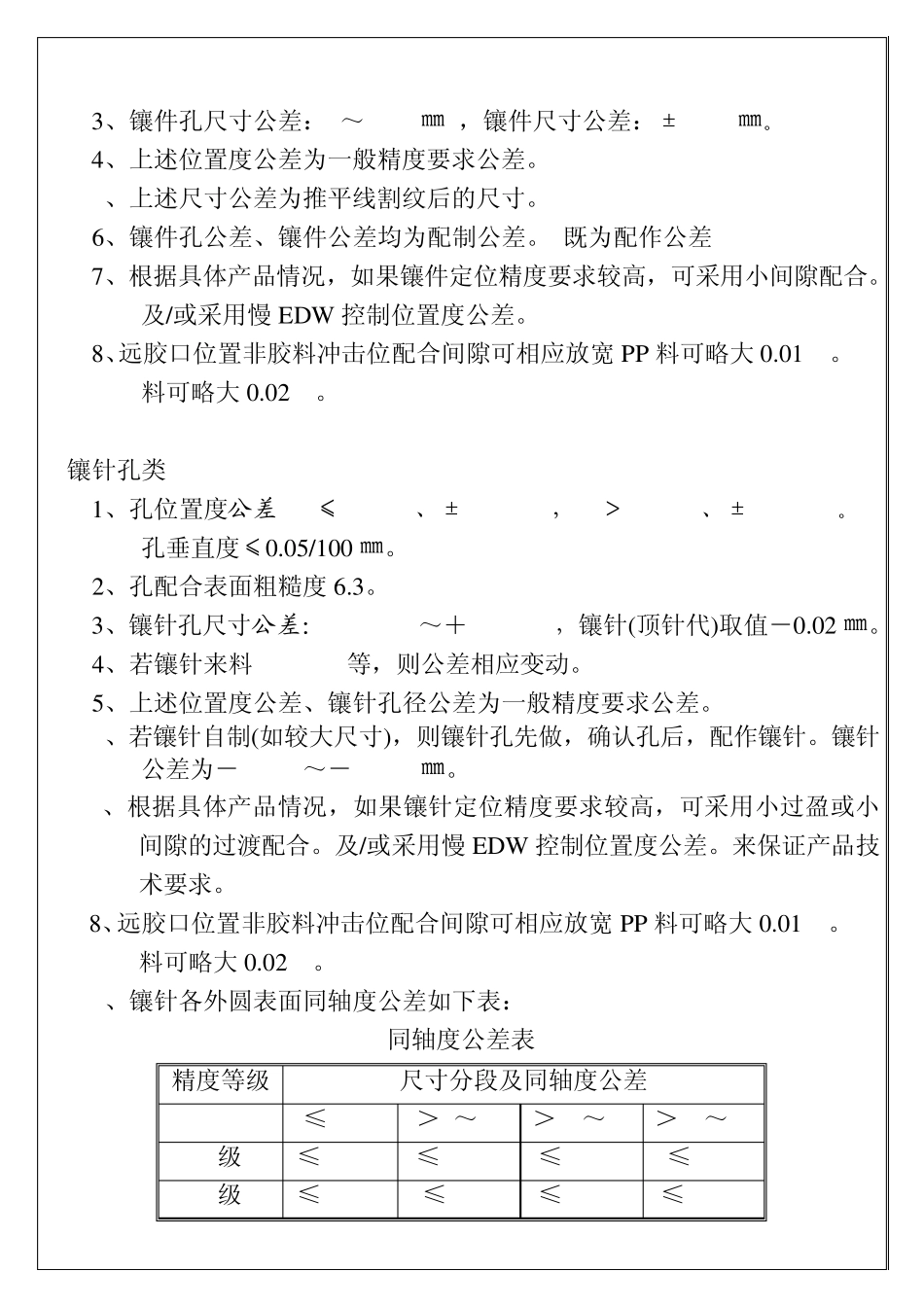
3、镶件孔尺寸公差:0~0
04㎜ ,镶件尺寸公差:±0
4、上述位置度公差为一般精度要求公差
5、上述尺寸公差为推平线割纹后的尺寸
6、镶件孔公差、镶件公差均为配制公差
(既为配作公差) 7、根据具体产品情况,如果镶件定位精度要求较高,可采用小间隙配合
及/或采用慢EDW 控制位置度公差
8、远胶口位置非胶料冲击位配合间隙可相应放宽PP 料可略