氮化处理:又名扩散渗氮或渗氮 氮化处理是指一种在一定温度下一定介质中使氮原子渗入工件表层的化学热处理工艺
经氮化处理的制品具有优异的耐磨性、耐疲劳性、耐蚀性及耐高温的特性 Ps :是一种表面热处理工艺,表面渗人氮元素,有一层很薄的化合物层(白亮层)
既耐磨,又有一定的耐蚀性
一般情况下氮化处理是最后一道工序但要求精度高的也可以加一道精磨或超精磨工序,一般为研磨,不再进行别的切削加工
氮化的作用 1、氮化能使零件表面有更高的硬度和耐磨性
例如用 38CrMoAlA 钢制作的零件经氮化处理后表面的硬度可达 hv =950—1200,相当于 hrc=65—72,而且氮化后的高强度和高耐磨性保持到 500—600℃,不会发生显著的改变
2、能提高抗疲劳能力
由于氮化层内形成了更大的压应力,因此在交变载荷作用下,零件表现出具有更高的疲劳极限和较低的缺口敏感性,氮化后工件的疲劳极限可提高 15—35%
3、提高工件抗腐蚀能力,由于氮化使工件表面形成一层致密的、化学稳定性较高的 ε相层,在水蒸气中及碱性溶液中具有高的抗腐蚀性,此种氮化法又简单又经济,可以代替镀锌、发蓝,以及其它化学镀层处理
此外,有些模具经过氮化,不但可以提高耐磨性和抗腐性,还能减少模具与零件的粘合现象,延长模具的工作寿命
优点:优异的耐磨性、耐疲劳性,耐蚀性及耐高温的特性,表面改性显著,且处理前后尺寸变化小,能保持制件的精度
以提高耐磨性、抗疲劳性能为目的的渗氮通常在 500~570℃进行;以提高耐蚀性为目的的渗氮温度也不高于 650℃
实际应用:钻头、螺丝攻、挤压模、压铸模、鍜压机用鍜造模、螺桿、连桿、曲轴、吸气及排气活门及齿轮凸轮等均有使用
(大概耐到什么程度) 缺点:氮化的零件其氮化层一般比较浅(浅浅的一层),为 0
04mm 左右,再深就比较困难,故一般氮化零件不能承受重载荷
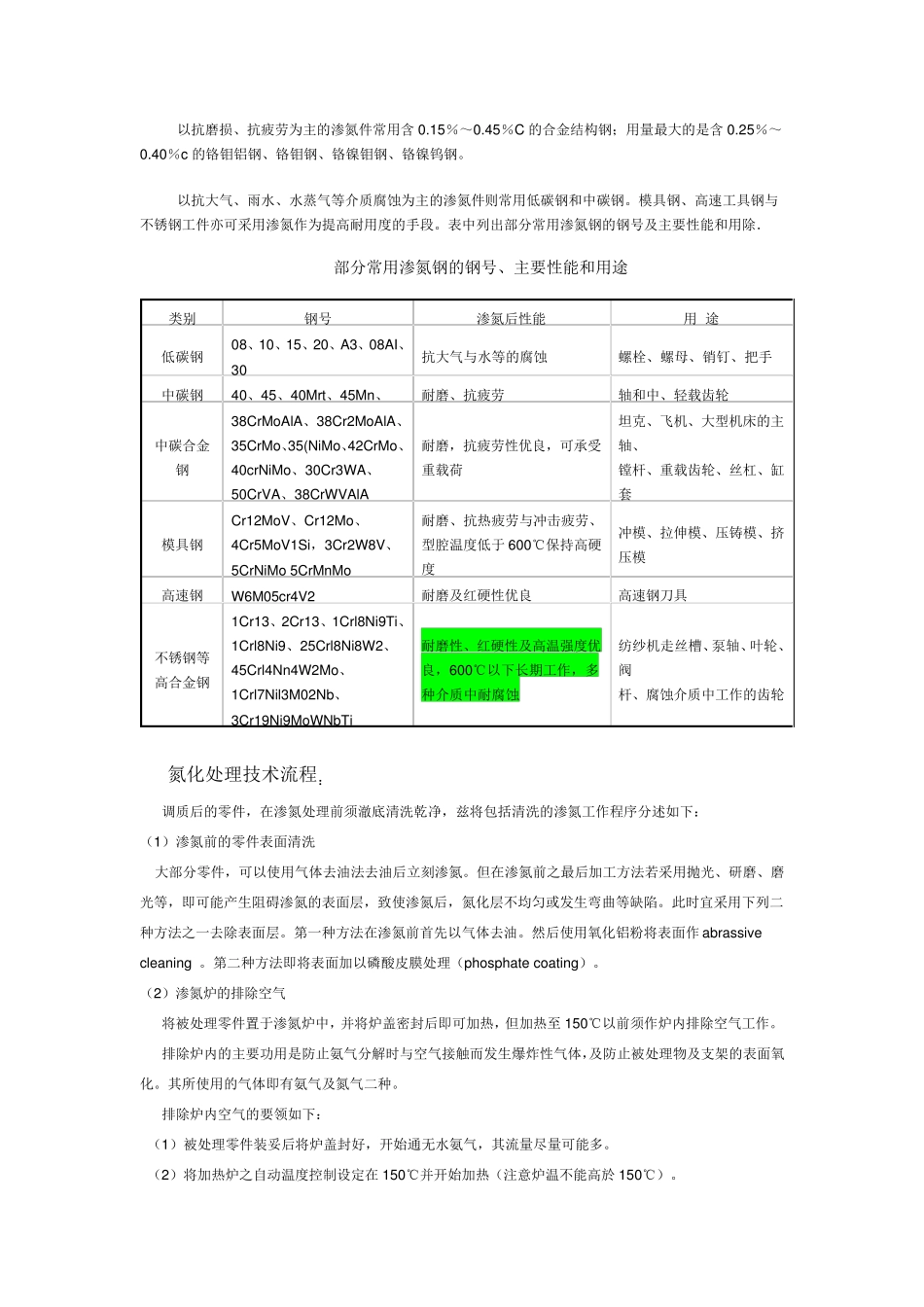
适用材料:主要用于合金