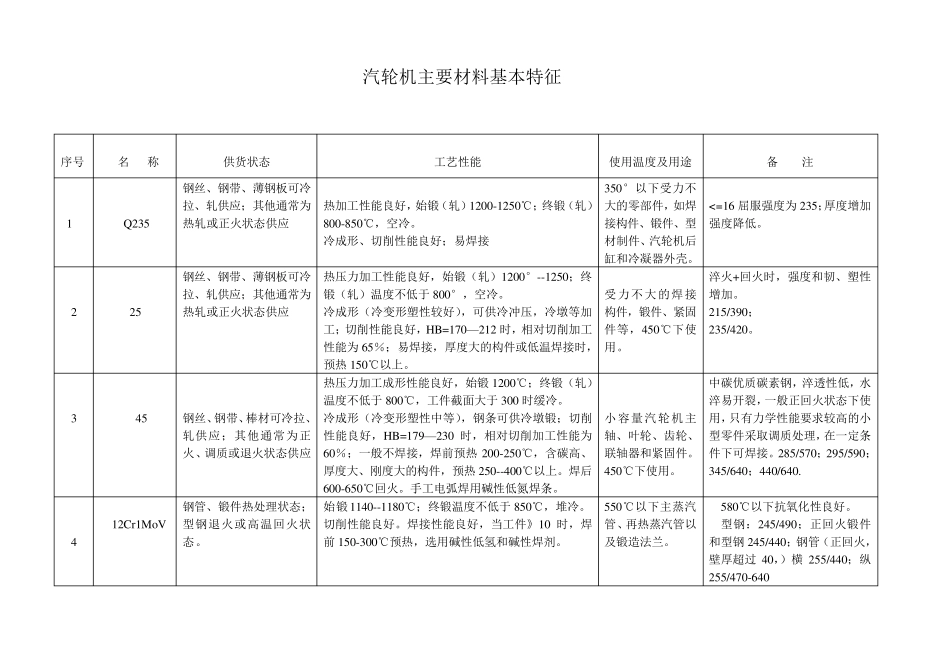
汽轮机主要材料基本特征 序号 名 称 供货状态 工艺性能 使用温度及用途 备 注 1 Q235 钢丝、钢带、薄钢板可冷拉、轧供应;其他通常为热轧或正火状态供应 热加工性能良好,始锻(轧)1200-1250℃;终锻(轧)800-850℃,空冷
冷成形、切削性能良好;易焊接 350°以下受力不大的零部件,如焊接构件、锻件、型材制件、汽轮机后缸和冷凝器外壳
< = 16 屈服强度为235;厚度增加强度降低
2 25 钢丝、钢带、薄钢板可冷拉、轧供应;其他通常为热轧或正火状态供应 热压力加工性能良好,始锻(轧)1200°--1250;终锻(轧)温度不低于 800°,空冷
冷成形(冷变形塑性较好),可供冷冲压,冷墩等加工;切削性能良好,HB=170—212 时,相对切削加工性能为65%;易焊接,厚度大的构件或低温焊接时,预热150℃以上
受力不大的焊接构件,锻件、紧固件等,450℃下使用
淬火+回火时,强度和韧、塑性增加
215/390; 235/420
3 45 钢丝、钢带、棒材可冷拉、轧供应;其他通常为正火、调质或退火状态供应 热压力加工成形性能良好,始锻1200℃;终锻(轧)温度不低于 800℃,工件截面大于 300 时缓冷
冷成形(冷变形塑性中等),钢条可供冷墩锻;切削性能良好,HB=179—230 时,相对切削加工性能为60%;一般不焊接,焊前预热200-250℃,含碳高、厚度大、刚度大的构件,预热250--400℃以上
焊后600-650℃回火
手工电弧焊用碱性低氮焊条
小容量汽轮机主轴、叶轮、齿轮、联轴器和紧固件
450℃下使用
中碳优质碳素钢,淬透性低,水淬易开裂,一般正回火状态下使用,只有力学性能要求较高的小型零件采取调质处理,在一定条件下可焊接
285/570;295/590;345/640;440/640
4 12Cr1MoV 钢管、锻件