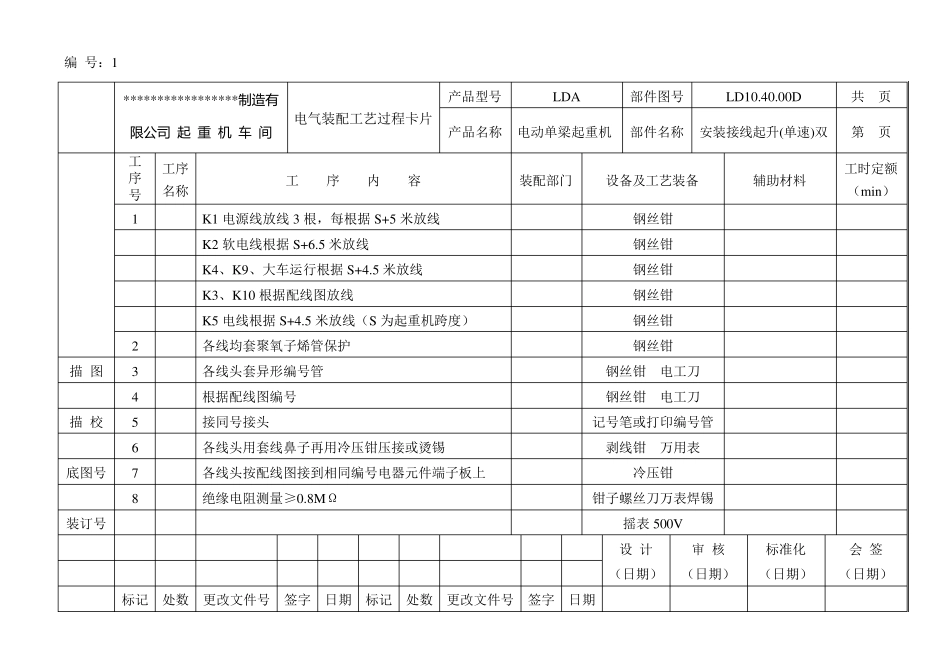
编 号:1 *****************制 造 有限 公司 起 重 机 车 间 电气装配工艺过程卡片 产品型号 LDA 部件图号 LD10
00D 共 页 产品名称 电动单梁起重机 部件名称 安装接线起升(单速)双 第 页 工 序 号 工序 名称 工 序 内 容 装配部门 设备及工艺装备 辅助材料 工时定额 (min) 1 K1 电源线放线3 根,每根据S+5 米放线 钢丝钳 K2 软电线根据S+6
5 米放线 钢丝钳 K4、K9、大车运行根据S+4
5 米放线 钢丝钳 K3、K10 根据配线图放线 钢丝钳 K5 电线根据S+4
5 米放线(S 为起重机跨度) 钢丝钳 2 各线均套聚氧子烯管保护 钢丝钳 描 图 3 各线头套异形编号管 钢丝钳 电工刀 4 根据配线图编号 钢丝钳 电工刀 描 校 5 接同号接头 记号笔或打印编号管 6 各线头用套线鼻子再用冷压钳压接或烫锡 剥线钳 万用表 底图号 7 各线头按配线图接到相同编号电器元件端子板上 冷压钳 8 绝缘电阻测量≥0
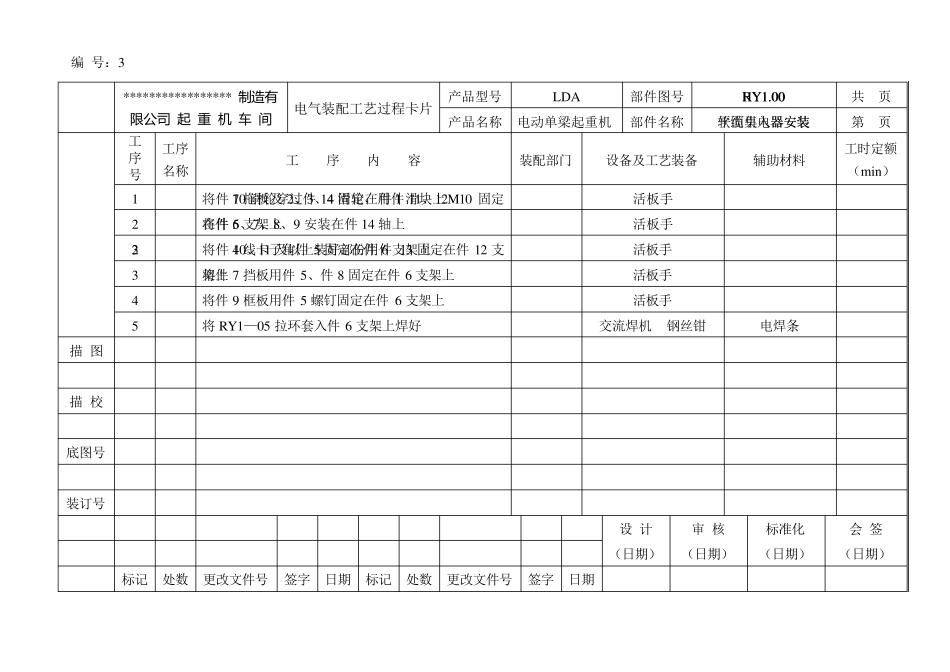
8MΩ 钳子螺丝刀万表焊锡 装订号 摇表500V 设 计 (日期) 审 核 (日期) 标准化 (日期) 会 签 (日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 编 号:2 编 号:3 限 公司RY1
00 软缆引入器安装10 滑轮穿过件14 滑轮,用件11、12M10 固定 在件6 支架上 2 4 线卡子角件5 固定在件6 支架上 3 将件7 挡板用件5、件8 固定在件6 支架上 活板手 4 将件9 框板用件5 螺钉固定在件6 支架上 活板手 5 将RY1—05 拉环套入件6 支架上焊好 交流焊机 钢丝钳 电焊条 更改文件号 ***************** 制造有 起 重 机 车 间 电气装配工艺过程卡片 产品型号 LDA 部件图号 HY1
00 共 页 产