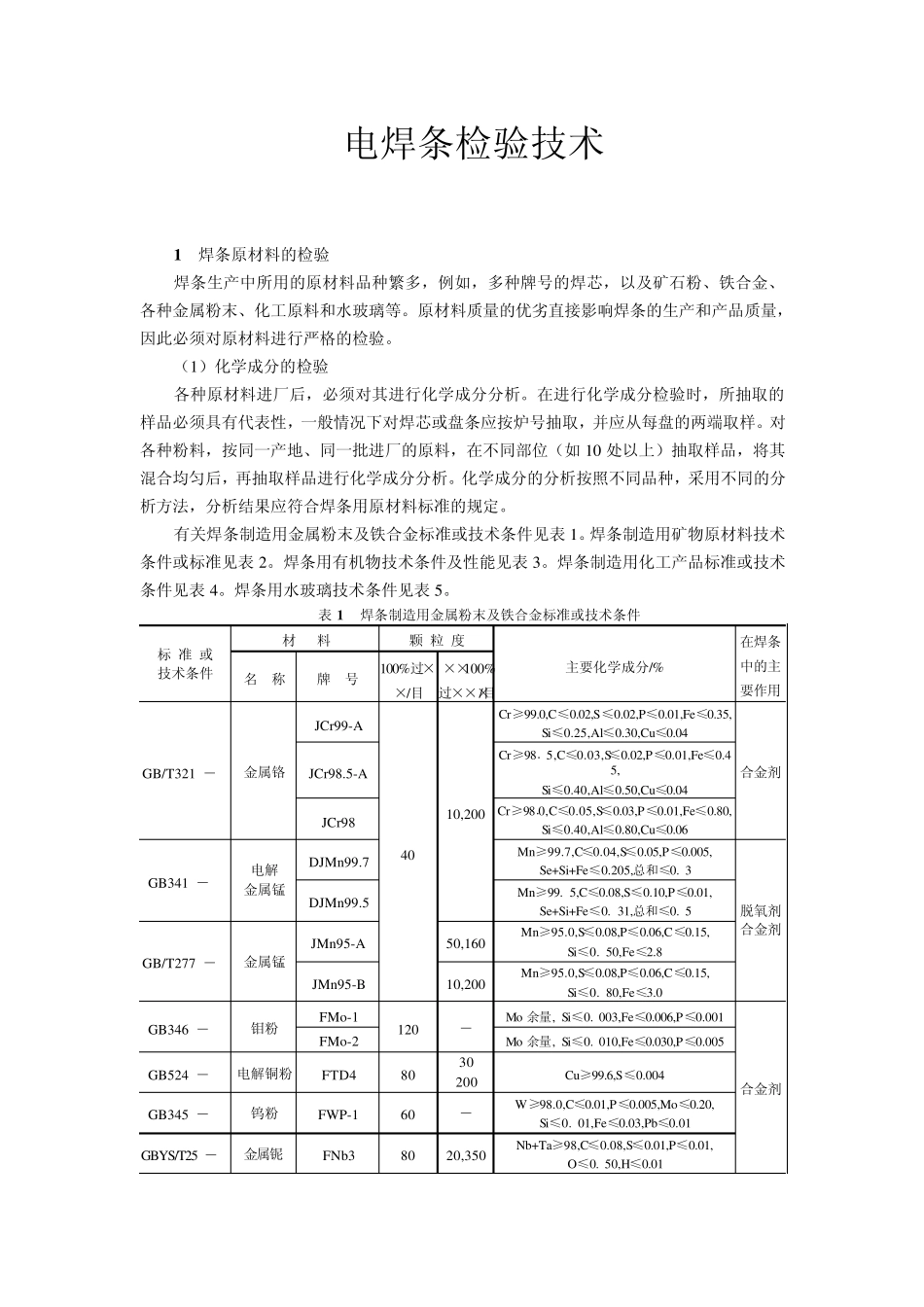
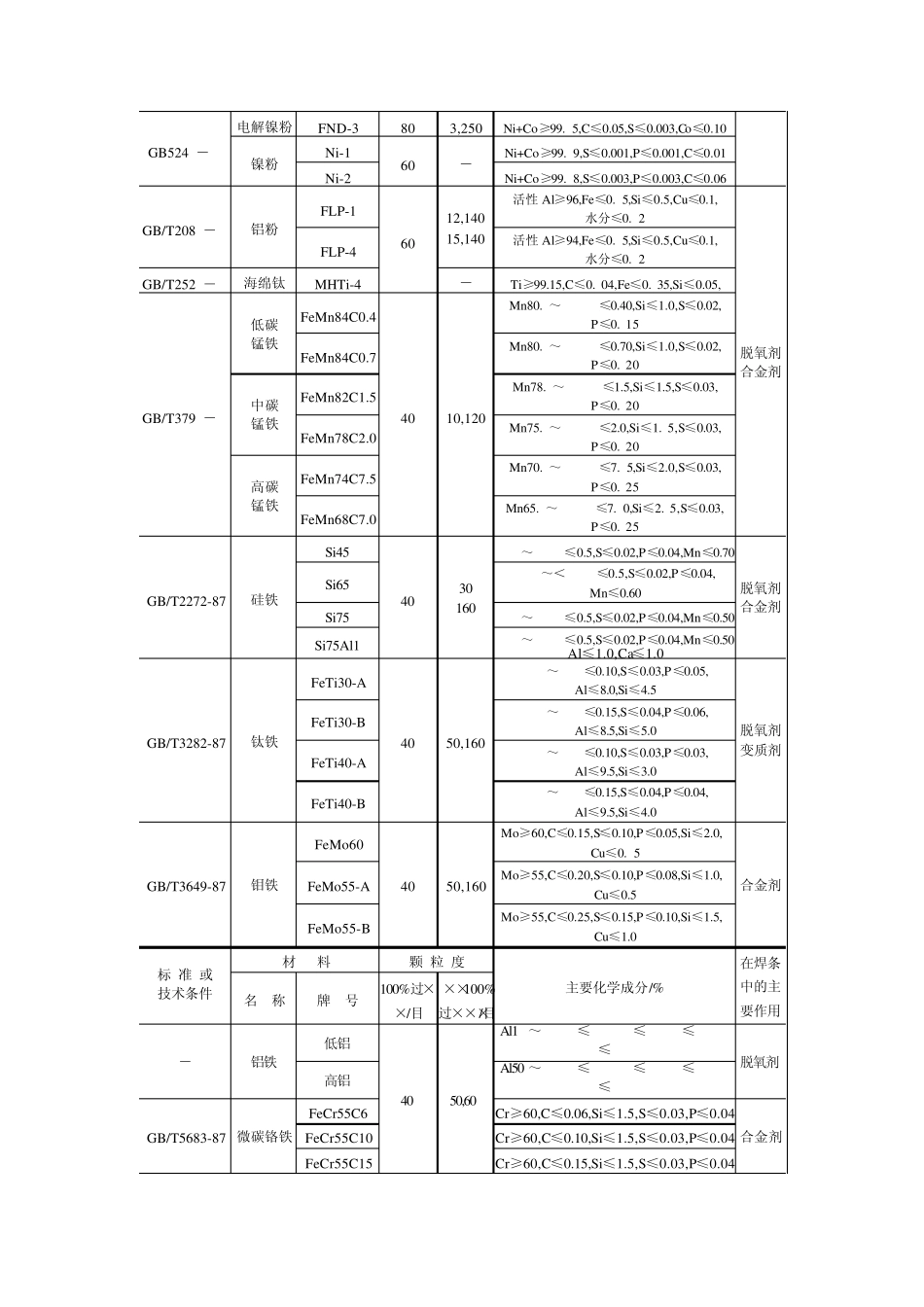
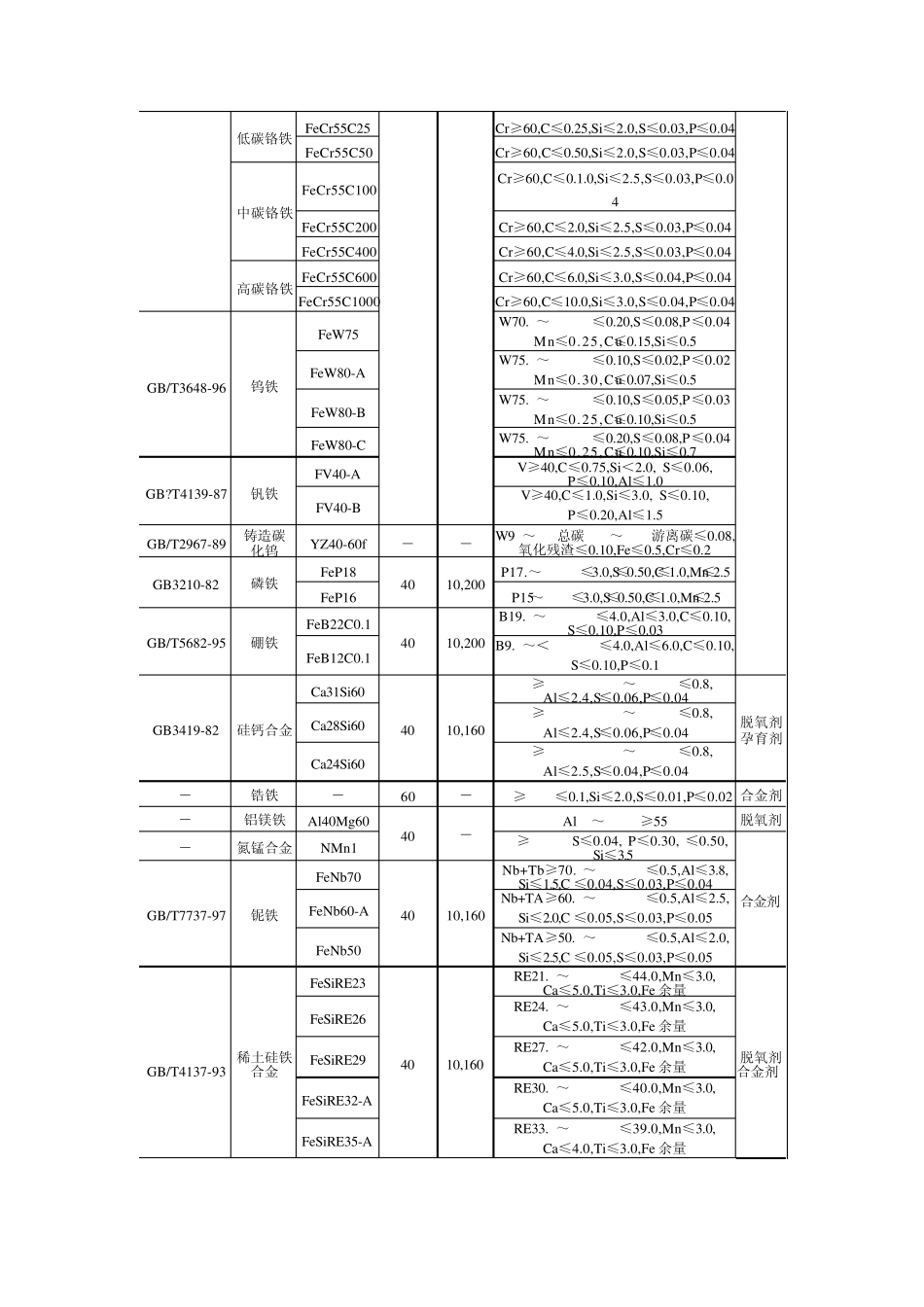
电焊条检验技术 1 焊条原材料的检验 焊条生产中所用的原材料品种繁多,例如,多种牌号的焊芯,以及矿石粉、铁合金、各种金属粉末、化工原料和水玻璃等。原材料质量的优劣直接影响焊条的生产和产品质量,因此必须对原材料进行严格的检验。 (1)化学成分的检验 各种原材料进厂后,必须对其进行化学成分分析。在进行化学成分检验时,所抽取的样品必须具有代表性,一般情况下对焊芯或盘条应按炉号抽取,并应从每盘的两端取样。对各种粉料,按同一产地、同一批进厂的原料,在不同部位(如 10 处以上)抽取样品,将其混合均匀后,再抽取样品进行化学成分分析。化学成分的分析按照不同品种,采用不同的分析方法,分析结果应符合焊条用原材料标准的规定。 有关焊条制造用金属粉末及铁合金标准或技术条件见表 1。焊条制造用矿物原材料技术条件或标准见表 2。焊条用有机物技术条件及性能见表 3。焊条制造用化工产品标准或技术条件见表 4。焊条用水玻璃技术条件见表 5。 表 1 焊条制造用金属粉末及铁合金标准或技术条件 标 准 或 技术条件 材 料 颗 粒 度 主要化学成分/% 在焊条中的主要作用 名 称 牌 号 100%过³³/目 ³³100%过³³³/目 GB/T3211-87 金属铬 JCr99-A 40 10,200 Cr≥99.0,C≤0.02,S≤0.02,P≤0.01,Fe≤0.35, Si≤0.25,Al≤0.30,Cu≤0.04 合金剂 JCr98.5-A Cr≥98. 5,C≤0.03,S≤0.02,P≤0.01,Fe≤0.45, Si≤0.40,Al≤0.50,Cu≤0.04 JCr98 Cr≥98.0,C≤0.05,S≤0.03,P≤0.01,Fe≤0.80, Si≤0.40,Al≤0.80,Cu≤0.06 GB3418-82 电解 金属锰 DJMn99.7 Mn≥99.7,C≤0.04,S≤0.05,P≤0.005, Se+Si+Fe≤0.205,总和≤0. 3 脱氧剂 合金剂 DJMn99.5 Mn≥99. 5,C≤0.08,S≤0.10,P≤0.01, Se+Si+Fe≤0. 31,总和≤0. 5 GB/T2774-91 金属锰 JMn95-A 50,160 Mn≥95.0,S≤0.08,P≤0.06,C≤0.15, Si≤0. 50,Fe≤2.8 JMn95-B 10,200 Mn≥95.0,S≤0.08,P≤0.06,C≤0.15, Si≤0. 80,Fe≤3.0 GB3461-82 钼粉 FMo-1 120 - Mo 余量, Si≤0. 003,Fe≤0.006,P≤0.001 合金剂 FMo-2 Mo 余量, Si≤0. 010,Fe≤0.030,P≤0.005 GB5246-85 电解铜粉 FTD4 80 30 200 Cu≥99.6,S≤0.004 GB3458-82 钨粉 FWP-1 60 - W≥98.0,C≤0.01,P≤0.005,Mo≤0.20, Si≤0. 01,Fe≤0.03,Pb≤0.01 GBYS/T258-96 金属铌 FNb3 80 20,350 Nb+Ta≥98,C≤0.08,S≤0....