第6章 磁粉检测工艺 磁粉检测工序: 预处理—磁化—施加磁粉或磁悬液—磁痕的观察与记录—缺陷评级—退磁—后处理 6
1 预处理:清除、打磨、分解、封堵、涂敷 6
2 磁化 连续法:适用范围、操作要领、优缺点 剩磁法:适用范围、操作要领、优缺点 磁化方法: 周向磁化:直接通电法、中心导体法、偏置芯棒法、触头(支杆法)、感应电流法、环形件缠绕电缆法 纵向磁化:线圈法、磁轭法、永久磁铁法 6
3 施加磁粉(磁悬液) 干法:适用范围、对磁粉的要求、操作要领、优缺点 湿法:适用范围、对浓度的要求、操作要领、优缺点 6
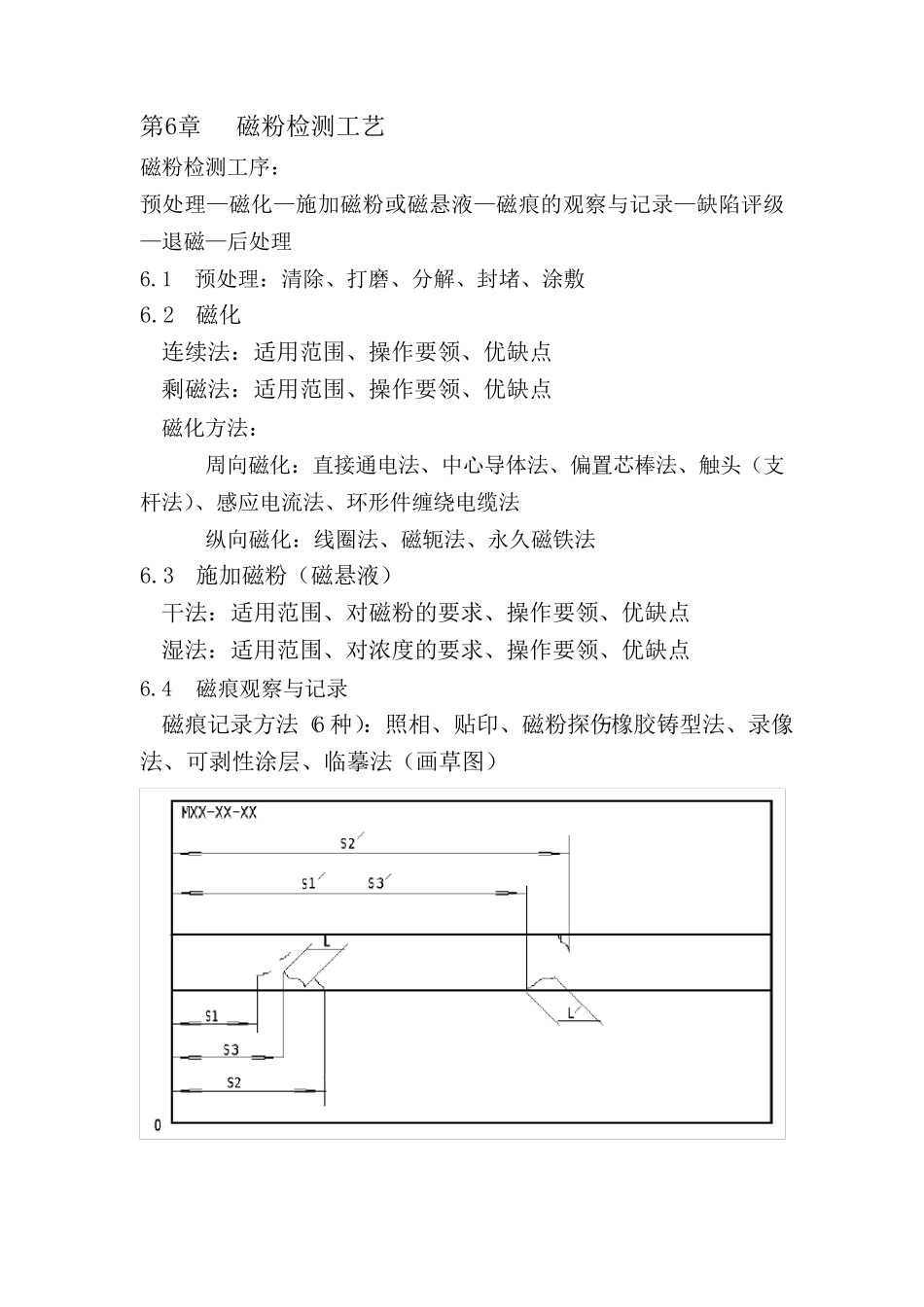
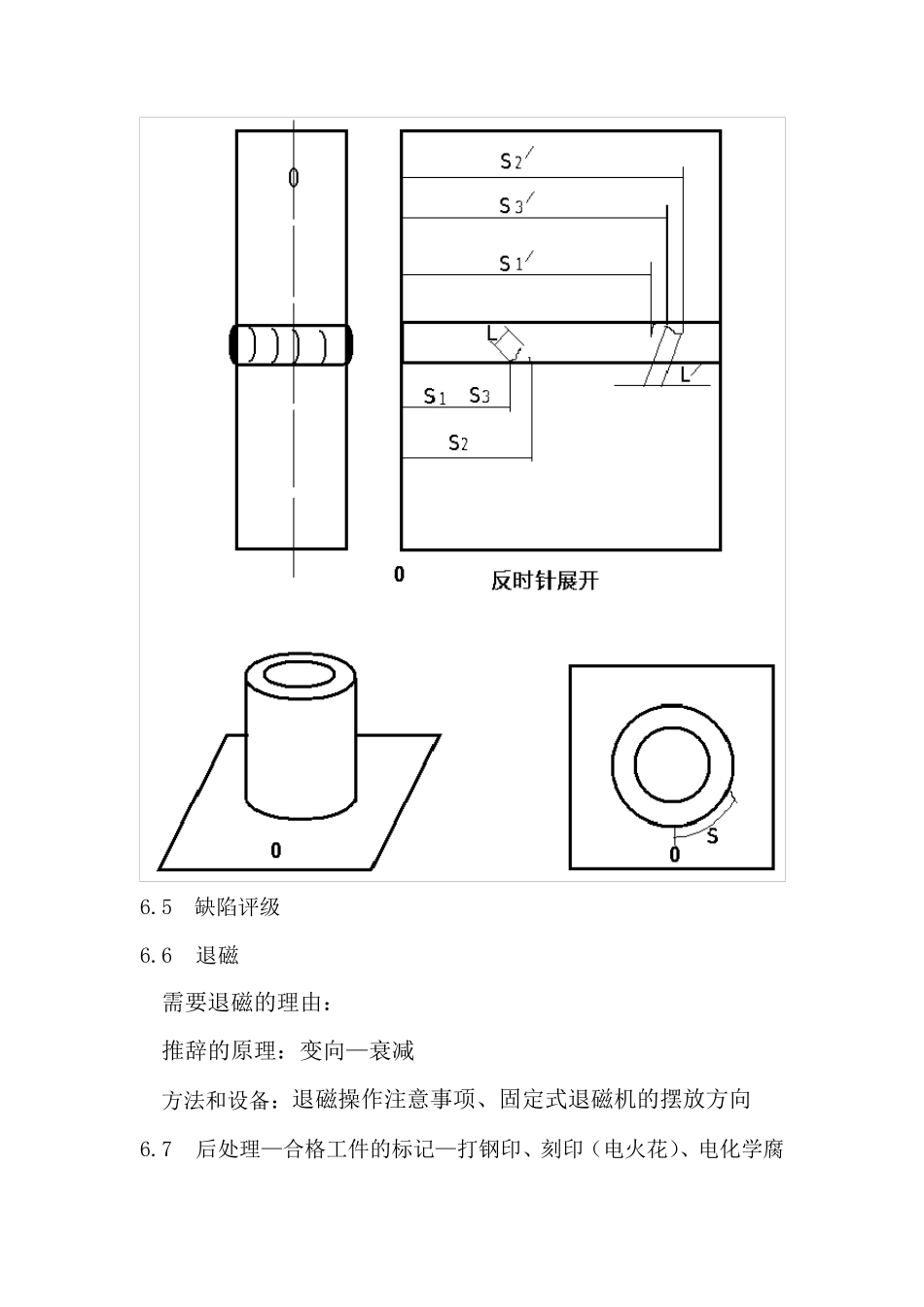
4 磁痕观察与记录 磁痕记录方法(6 种):照相、贴印、磁粉探伤-橡胶铸型法、录像法、可剥性涂层、临摹法(画草图) 6
5 缺陷评级 6
6 退磁 需要退磁的理由: 推辞的原理:变向—衰减 方法和设备:退磁操作注意事项、固定式退磁机的摆放方向 6
7 后处理—合格工件的标记—打钢印、刻印(电火花)、电化学腐蚀、挂标签 6
8 超标缺陷磁痕显示的处理和复验 第 7 章 磁痕分析与质量分级 7
1 磁痕分析的意义 名词解释: 磁痕: 磁粉探伤时聚集形成的图象称为磁痕
不连续性: 材料的均匀状态(致密性)受到破坏称为不连续性
相关显示:由缺陷产生的漏磁场形成的磁痕显示称为相关显示
非相关显示:由工件截面突变或材料磁导率差异等产生的漏磁场形成的磁痕显示称为非相关显示
伪显示:不是漏磁场形成的磁痕显示成为伪显示
磁痕分析的意义: (1) 正确的磁痕分析可以避免误判或漏检,保证产品质量,创造经济效益
(2) 磁痕分析可为产品设计和工艺改进提供较可靠的信息
(3) 对于运行的设备进行定期检验,可监视疲劳裂纹的扩展情况,可避免设备事故和人身事故的发生
2 伪显示:不是漏磁场引起的磁痕 伪显示产生的原因: (1) 工件表面粗糙滞留磁粉形成磁痕显示
(2) 工件表面有