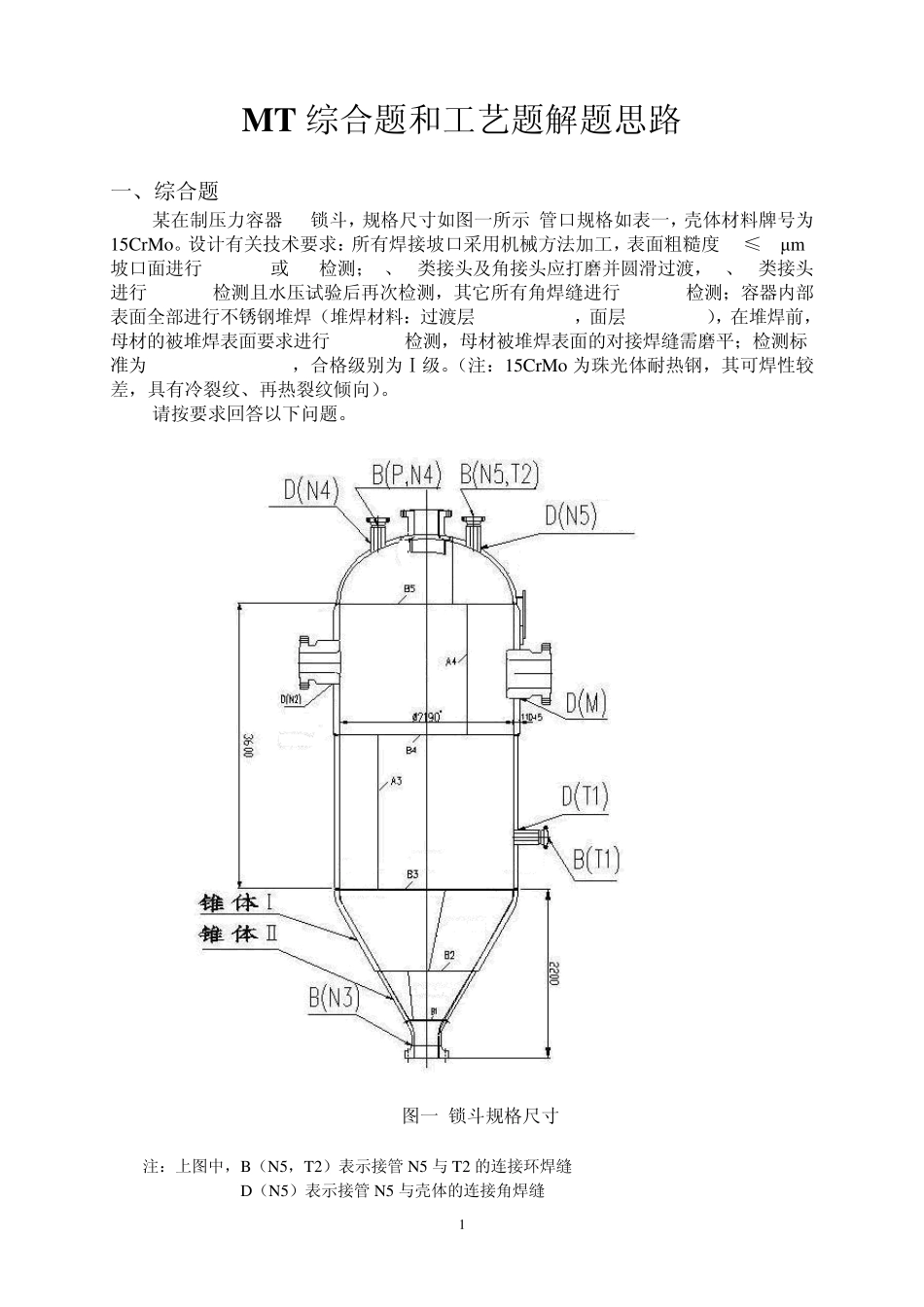
1 MT综合题和工艺题解题思路 一、综合题 某在制压力容器---锁斗,规格尺寸如图一所示,管口规格如表一,壳体材料牌号为15CrMo
设计有关技术要求:所有焊接坡口采用机械方法加工,表面粗糙度Ra≤25μm, 坡口面进行100%MT或PT检测;C、D类接头及角接头应打磨并圆滑过渡,C、D类接头进行100%MT检测且水压试验后再次检测,其它所有角焊缝进行100%MT检测;容器内部表面全部进行不锈钢堆焊(堆焊材料:过渡层E309MoL-15,面层E316L-15),在堆焊前,母材的被堆焊表面要求进行100%MT检测,母材被堆焊表面的对接焊缝需磨平;检测标准为JB/T4730
4-2005,合格级别为Ⅰ级
(注:15CrMo 为珠光体耐热钢,其可焊性较差,具有冷裂纹、再热裂纹倾向)
请按要求回答以下问题
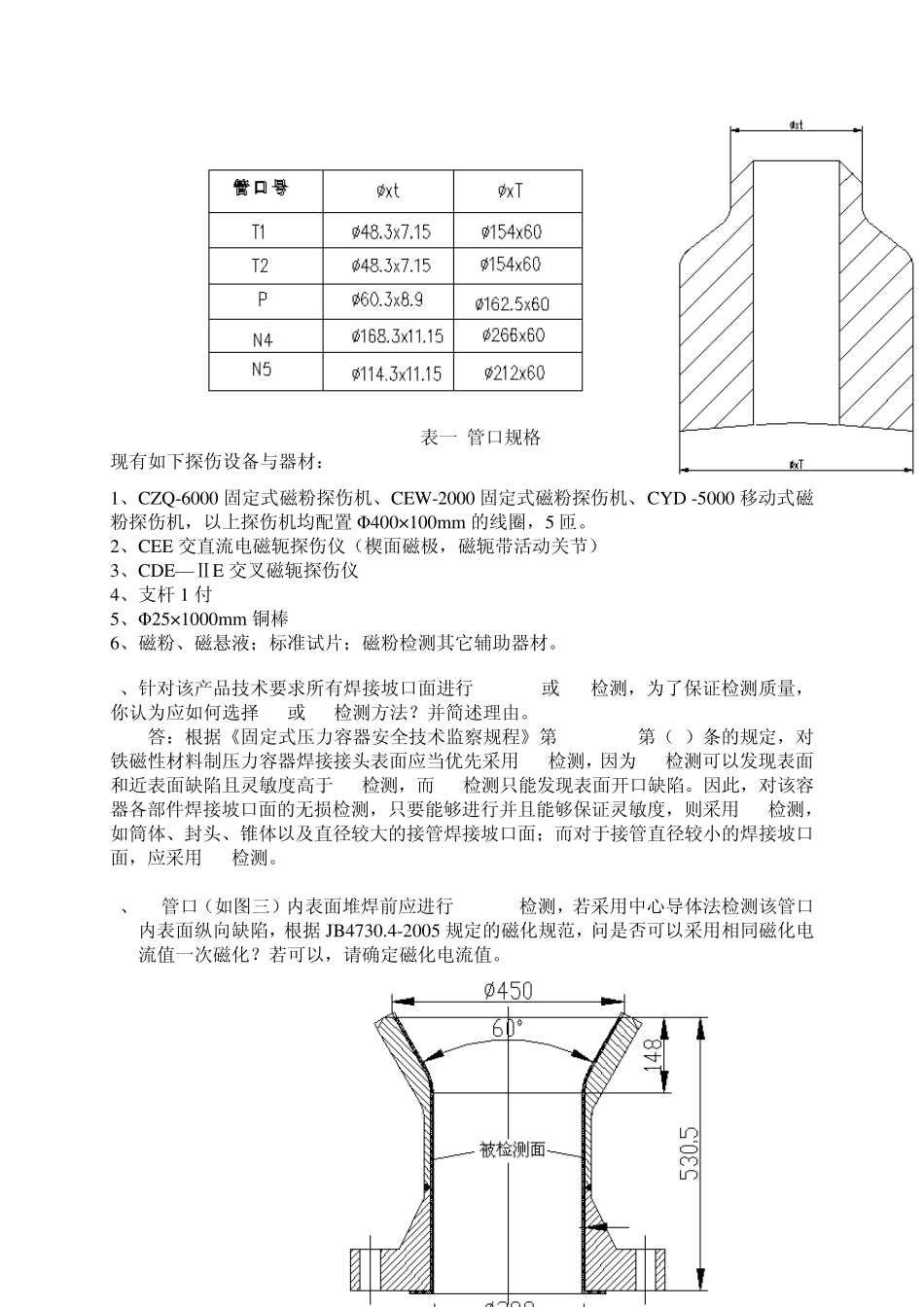
图一 锁斗规格尺寸 注:上图中,B(N5,T2)表示接管N5 与 T2 的连接环焊缝 D(N5)表示接管N5 与壳体的连接角焊缝 2 表一 管口规格 现有如下探伤设备与器材: 1、CZQ-6000 固定式磁粉探伤机、CEW-2000 固定式磁粉探伤机、CYD -5000 移动式磁粉探伤机,以上探伤机均配置Φ400×100mm 的线圈,5 匝
2、CEE 交直流电磁轭探伤仪(楔面磁极,磁轭带活动关节) 3、CDE— ⅡE 交叉磁轭探伤仪 4、支杆 1 付 5、Φ25×1000mm 铜棒 6、磁粉、磁悬液;标准试片;磁粉检测其它辅助器材
1、针对该产品技术要求所有焊接坡口面进行 100%MT或 PT检测,为了保证检测质量,你认为应如何选择 MT或 PT检测方法
答:根据《固定式压力容器安全技术监察规程》第 4
1第(4)条的规定,对铁磁性材料制压力容器焊接接头表面应当优先采用 MT检测,因为 MT检测可以发现表面和近表面缺陷且灵敏度高于 PT检测,而 P