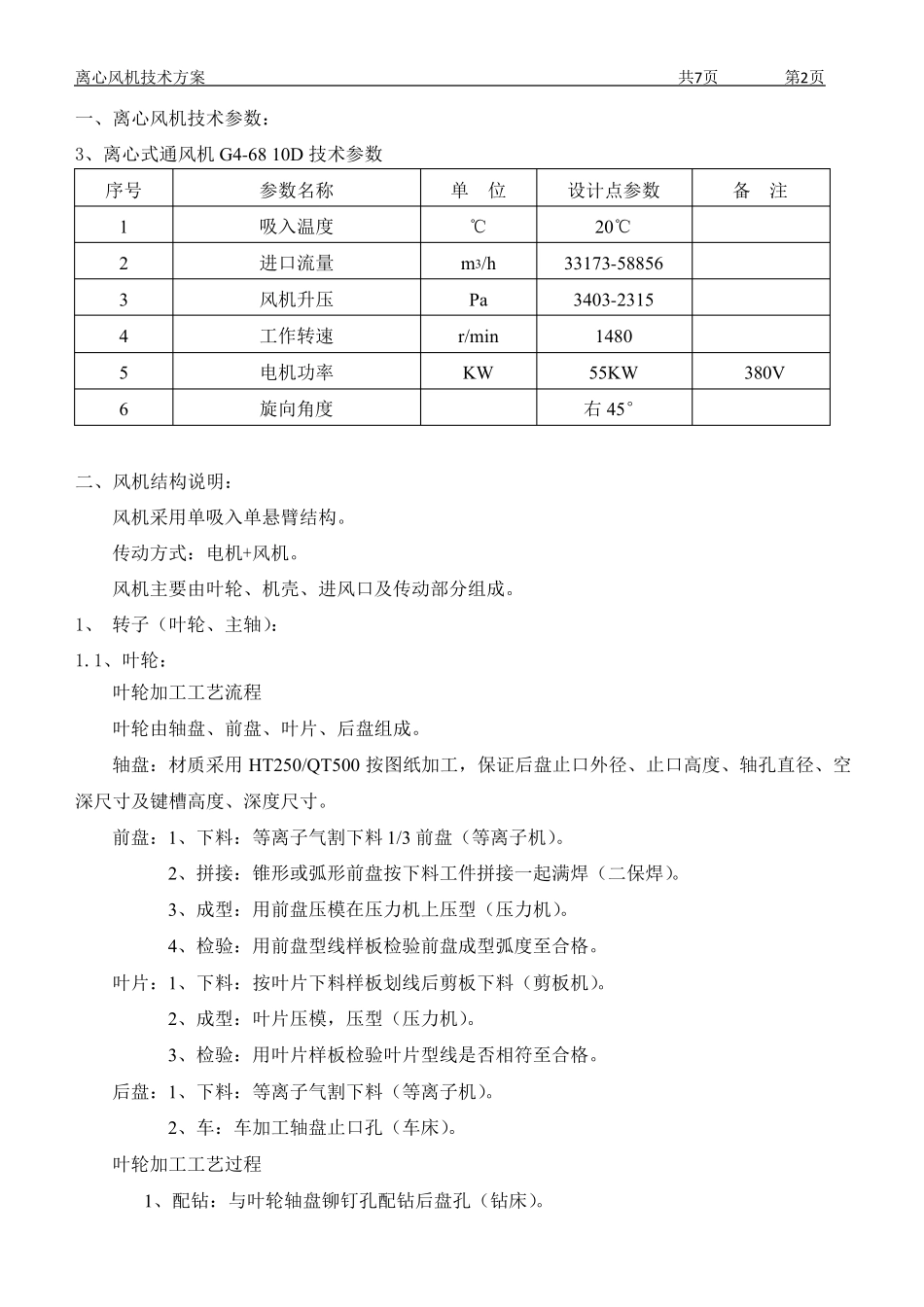
离心风机技术方案 共7页 第1页 离心风机 技 术 协 议 需方: 供方:新乡市风机总厂有限公司 离心风机技术方案 共7页 第2页 一、离心风机技术参数: 3、离心式通风机G4-68 10D 技术参数 序号 参数名称 单 位 设计点参数 备 注 1 吸入温度 ℃ 20℃ 2 进口流量 m3/h 33173-58856 3 风机升压 Pa 3403-2315 4 工作转速 r/min 1480 5 电机功率 KW 55KW 380V 6 旋向角度 右45° 二、风机结构说明: 风机采用单吸入单悬臂结构
传动方式:电机+风机
风机主要由叶轮、机壳、进风口及传动部分组成
1、 转子(叶轮、主轴): 1
1、叶轮: 叶轮加工工艺流程 叶轮由轴盘、前盘、叶片、后盘组成
轴盘:材质采用 HT250/QT500 按图纸加工,保证后盘止口外径、止口高度、轴孔直径、空深尺寸及键槽高度、深度尺寸
前盘:1、下料:等离子气割下料 1/3 前盘(等离子机)
2、拼接:锥形或弧形前盘按下料工件拼接一起满焊(二保焊)
3、成型:用前盘压模在压力机上压型(压力机)
4、检验:用前盘型线样板检验前盘成型弧度至合格
叶片:1、下料:按叶片下料样板划线后剪板下料(剪板机)
2、成型:叶片压模,压型(压力机)
3、检验:用叶片样板检验叶片型线是否相符至合格
后盘:1、下料:等离子气割下料(等离子机)
2、车:车加工轴盘止口孔(车床)
叶轮加工工艺过程 1 、配钻:与叶轮轴盘铆钉孔配钻后盘孔(钻床)
离心风机技术方案 共7页 第3页 2 、 铆接:轴盘与后盘铆接(铆钉机)
3 、 对焊叶片:后盘在叶轮对焊胎上点焊叶片(手工焊)
4 、 对焊前盘:在压力机上把前盘点焊在叶片上保证前盘与轴盘同心(压力机、同心控制仪)
5 、 焊接:把所有焊缝按要求焊接(二保焊)
6 、 整形:消