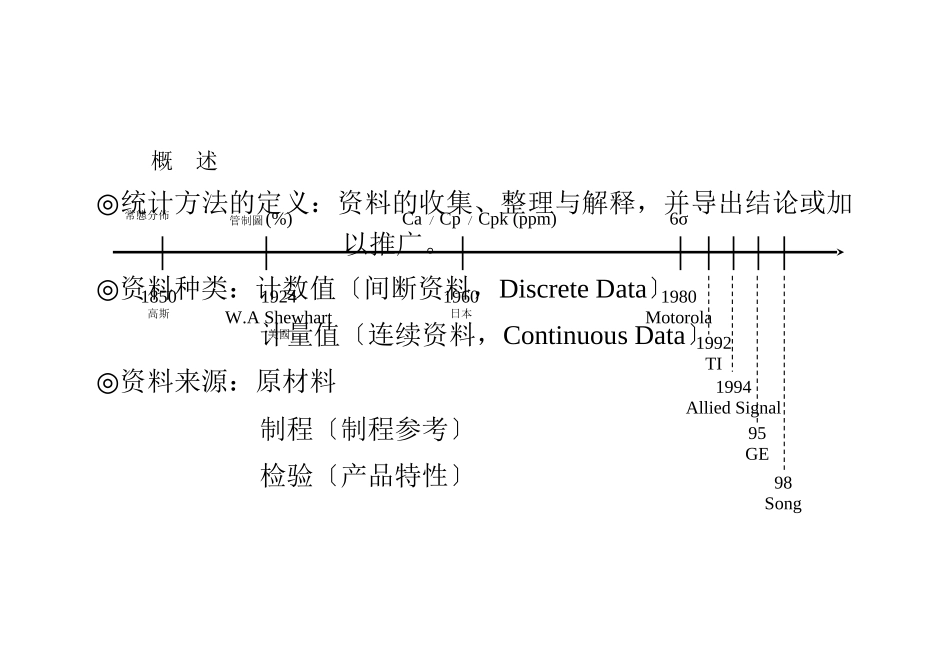
制程品质衡量方式的演进常態分佈1850高斯管制圖(%)1924W
A Shewhart美國1960日本Ca /Cp /Cpk (ppm)6σ1980Motorola1992TI1994Allied Signal95GE98Song概 述◎统计方法的定义:资料的收集、整理与解释,并导出结论或加以推广
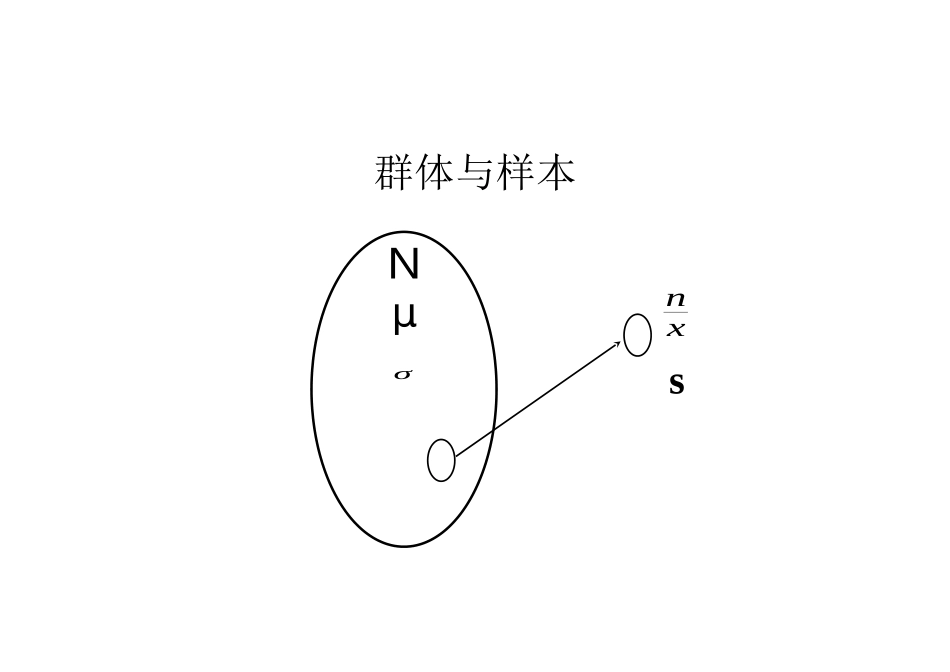
◎资料种类:计数值〔间断资料,Discrete Data〕计量值〔连续资料,Continuous Data〕◎资料来源:原材料制程〔制程参考〕检验〔产品特性〕群体与样本Nμσnxs数字数据处理的步骤1
原始资料 保存资料的真实性
分类的决定:分成几类,防止重复及遗漏
分类后整理:进行归类
列表:根据结果编成适用的表式
绘图:绘成统计图
统计技术之应用1
相依性规格、寿命及耐用性预测4
制程管制及制程能力讨论5
平安评估/风险分析7
数据分析,绩效评估及不良分析SPC 使用之统计技术1
柏拉图〔决定管制重点〕2
制程能力分析4
ANOVA 方差分析5
变异数分析/回归分析7
MSA 测量系统保证8
DOE (试验设计)制程管制系统製程中對策績效報告成品改善製程中對策人員設備材料方法環境成品制程管制系统1
制程:制程乃指人员、设备、材料、方法及环境的输入,经由一定的整理程序而得到输出的结果,一般称之成品
成品经观察、量测或测试可衡量其绩效
SPC 所管制的制程必须符合连续性原那么
绩效报告:从衡量成品得到有关制程绩效的资料,由此提供制程的管制对策或改善成品
制程中对策:是防患于未然的一种措施,用以预防制造出不合规格的成品
成品改善:对已经制造出来的不良品加以选别,进行全数检查并修理或报废
常态分配μ±Kσ在内之或然率在外之或然率μ±σ50
00%μ±1σ68