浙江同济科技职业学院 自动化生产线调试与维护报告 系 别 机电系 班 级 自动化1301 姓 名 李豪 学 号 ********** 第一组成员: 李豪 戚威 陈崇鹏 胡家栋 沈钰杰 徐光明 傅浩 第 2 页/共24 页 任务一 上料及落料单元 一
实训目的 1
掌握气缸及电磁阀的工作原理
掌握光电、电感传感器的使用方法
掌握直流减速电机的使用方法
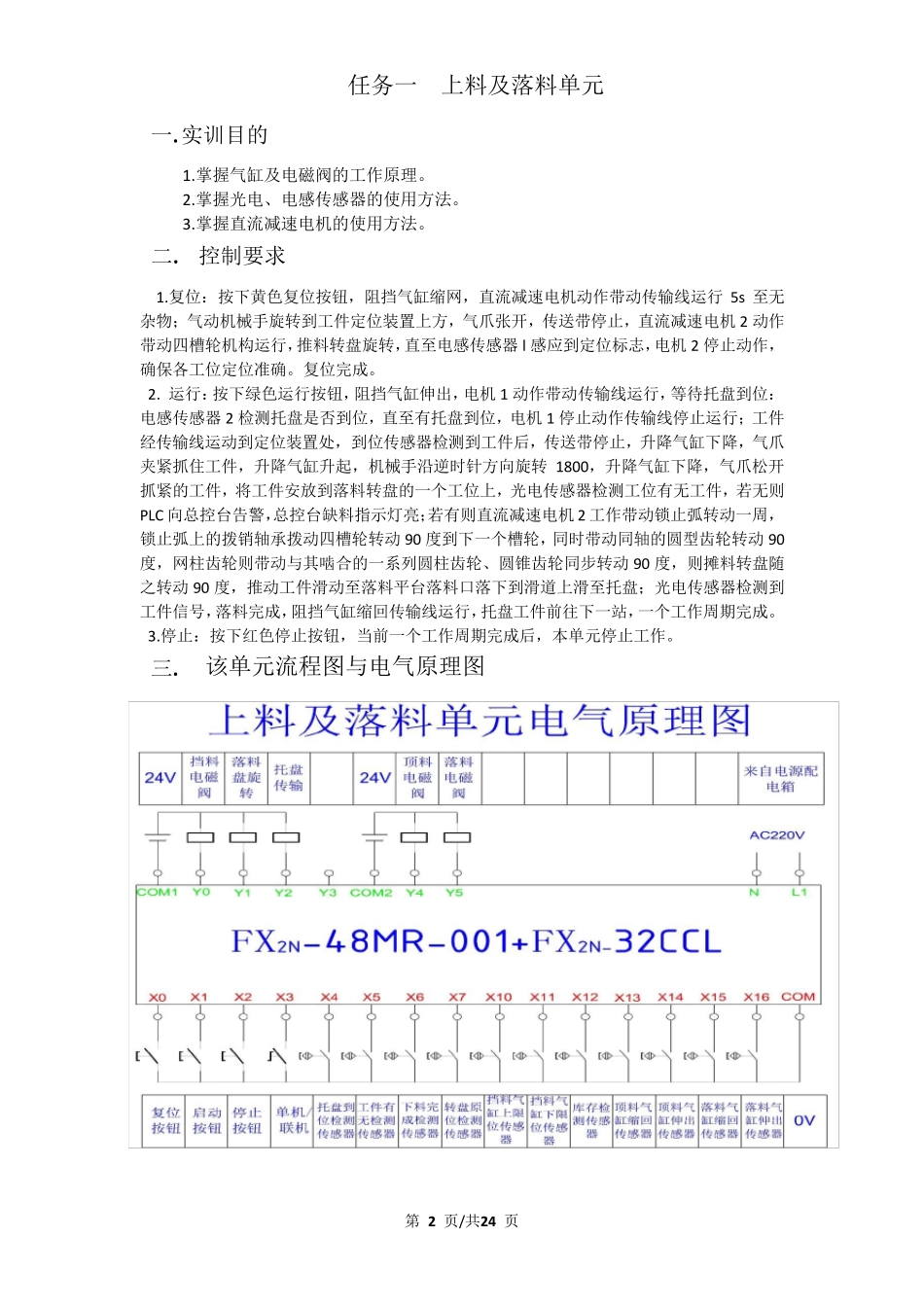
控制要求 1
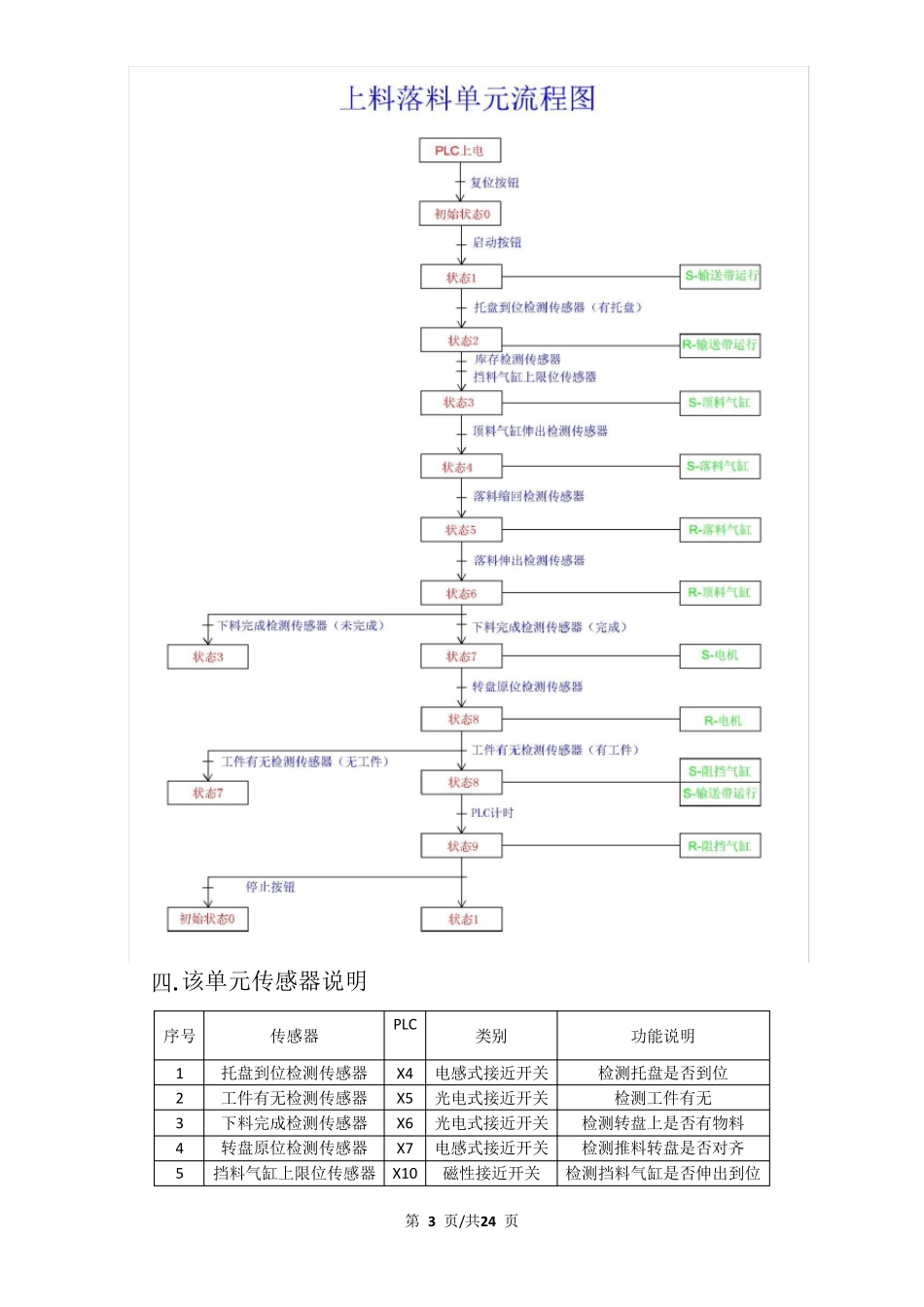
复位:按下黄色复位按钮,阻挡气缸缩网,直流减速电机动作带动传输线运行 5s 至无杂物;气动机械手旋转到工件定位装置上方,气爪张开,传送带停止,直流减速电机 2 动作带动四槽轮机构运行,推料转盘旋转,直至电感传感器 l 感应到定位标志,电机 2 停止动作,确保各工位定位准确
运行:按下绿色运行按钮,阻挡气缸伸出,电机 1 动作带动传输线运行,等待托盘到位:电感传感器 2 检测托盘是否到位,直至有托盘到位,电机 1 停止动作传输线停止运行;工件经传输线运动到定位装置处,到位传感器检测到工件后,传送带停止,升降气缸下降,气爪夹紧抓住工件,升降气缸升起,机械手沿逆时针方向旋转 1800,升降气缸下降,气爪松开抓紧的工件,将工件安放到落料转盘的一个工位上,光电传感器检测工位有无工件,若无则PLC 向总控台告警,总控台缺料指示灯亮;若有则直流减速电机 2 工作带动锁止弧转动一周,锁止弧上的拨销轴承拨动四槽轮转动 90 度到下一个槽轮,同时带动同轴的圆型齿轮转动 90度,网柱齿轮则带动与其啮合的一系 列 圆柱齿轮、圆锥 齿轮同步 转动 90 度,则摊 料转盘随之 转动 90 度,推动工件滑 动至落料平 台落料口 落下到滑 道 上滑 至托盘;光电传感器检测到工件信 号 ,落料完成,阻挡气缸缩回 传输线运行,托盘工件前 往 下一站 ,一个工作周期 完成
停止:按下红 色停止按钮,当 前