焊接质量WELDING QUALITY适用组织范围, Volvo Construction Equipment LTD
修订版内容对于焊接焊缝宽度 和返修焊缝处(包括焊坑处理) ,按各等级许可范围调整
焊接质量区分3
焊接质量等级4
检查 / 试验方法7
适用范围本标准适用于 volvo 建筑设备(中国)有限公司设计的焊接件的质量评价
但是, 有明确技术性标准的可以不以此为参考
焊接质量区分焊接品的质量区分
(1) 焊接前质量: 焊接工序中涉及到的尺寸质量
(2) 焊接后质量: 分为强度质量和外观质量
强度质量是为了确保可靠性和耐久性;外观质量是对商品价值有影响的质量项目
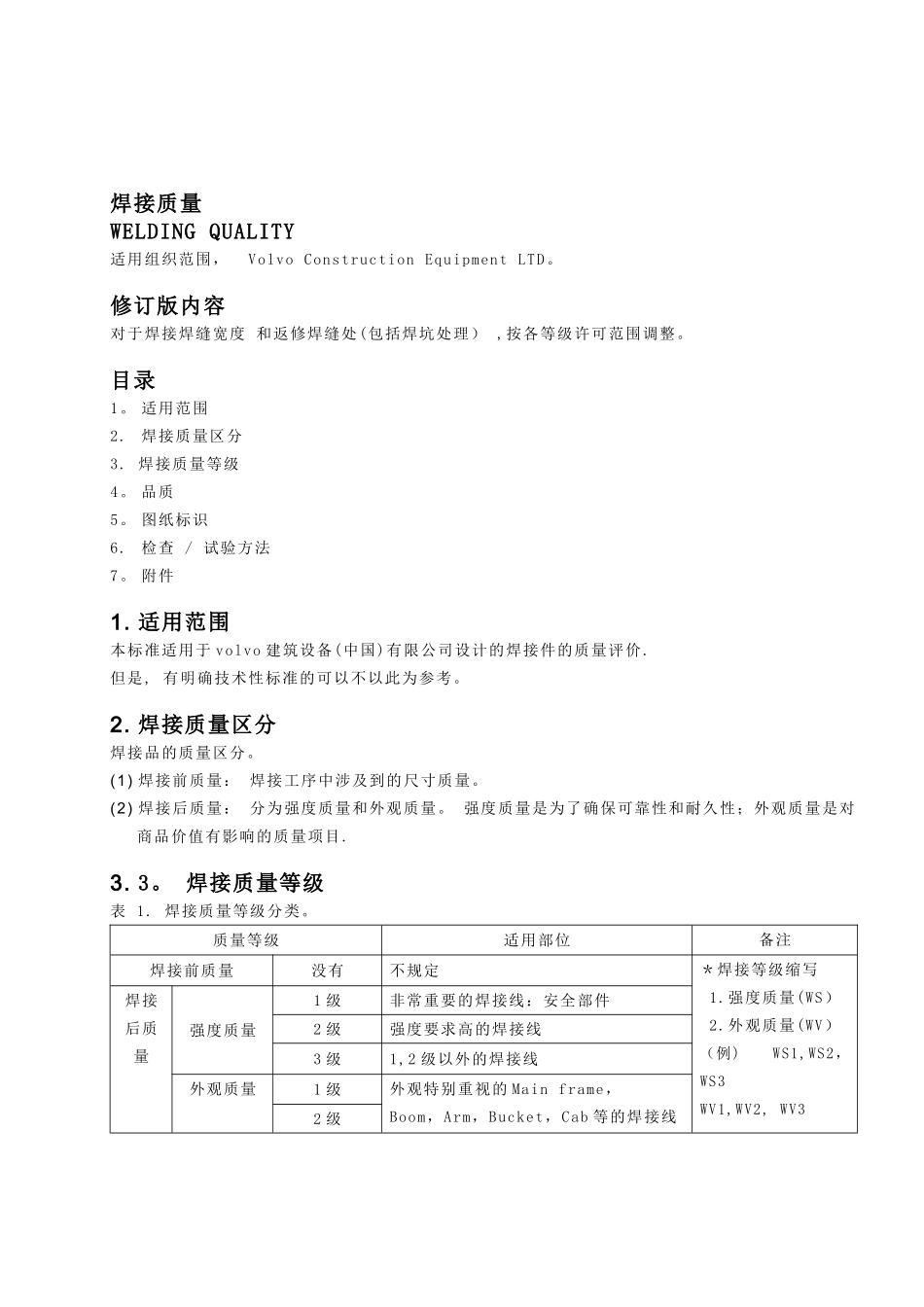
焊接质量等级表 1
焊接质量等级分类
质量等级适用部位备注焊接前质量没有不规定*焊接等级缩写 1
强度质量(WS) 2
外观质量(WV)(例) WS1,WS2, WS3WV1,WV2, WV3焊接后质量强度质量1 级非常重要的焊接线:安全部件2 级强度要求高的焊接线3 级1,2 级以外的焊接线外观质量1 级外观特别重视的 Main frame,Boom,Arm,Bucket,Cab 等的焊接线2 级3 级外观不太重要的焊接线
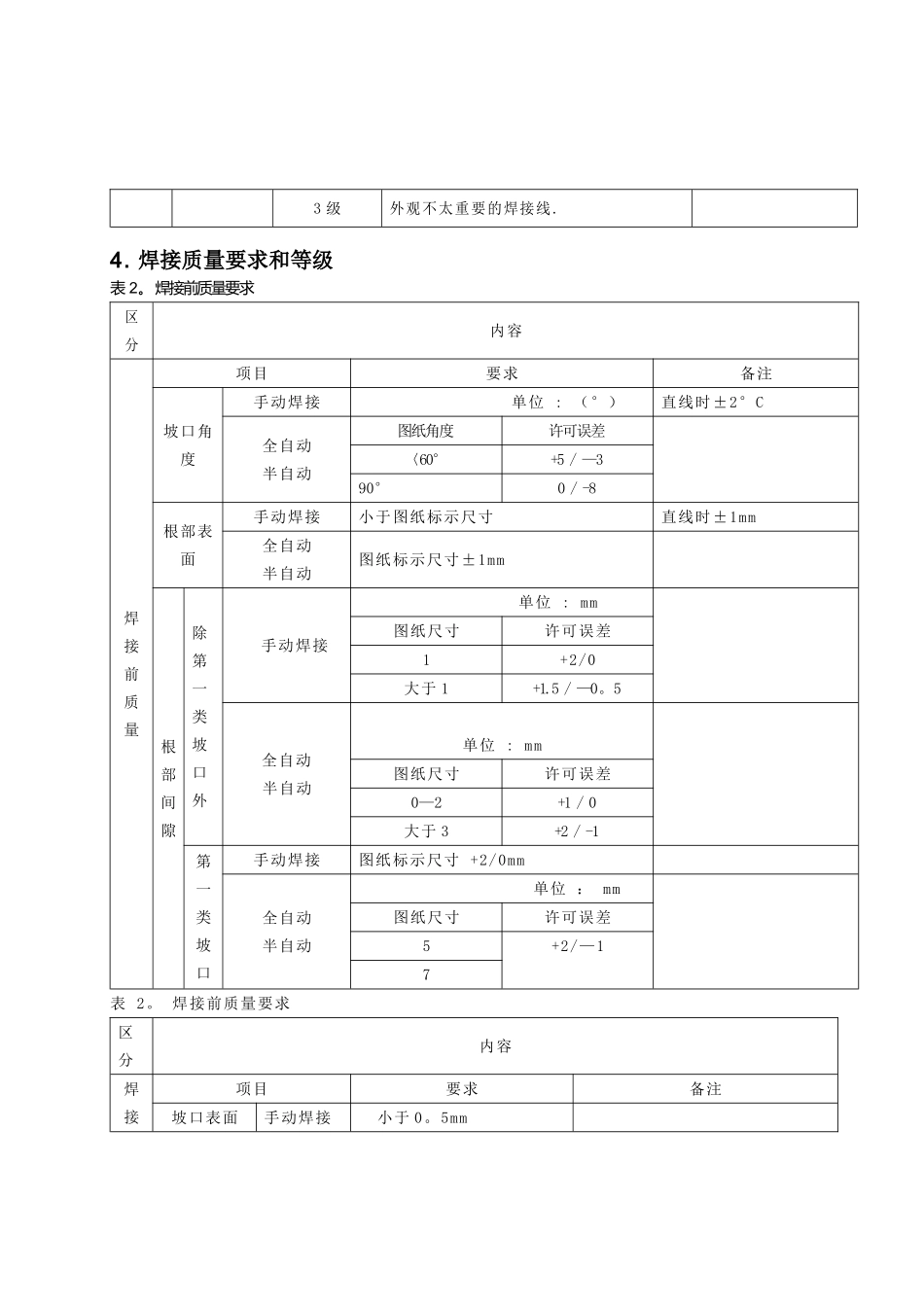
焊接质量要求和等级 表 2
焊接前质量要求区分内容焊接前质量项目要求备注坡口角度手动焊接 单位 : (°)直线时±2°C全自动半自动图纸角度许可误差〈60°+5 / —390°0 / -8根部表面手动焊接小于图纸标示尺寸直线时±1mm全自动半自动图纸标示尺寸±1mm根部间隙除第一类坡口外手动焊接 单位 : mm图纸尺寸许可误差1+2/0大于 1+1
5 / —0
5全自动半自动 单位 : mm图纸尺寸许可误差0—2+1 / 0大于 3+2 / -1第一类坡口手动焊接图纸标示尺寸 +2/0mm全