修订履历﹕版次修订页次变更描述制订日期修订日期A初版发行2024/08/08项目编制审核批准文件编辑单位签名生产部日期1
目的:实施可回收料再利用,节约资源,在保证产品品质前提下降低制造成本,避开不必要的浪费2
范围:射出部可回收使用塑胶材料3
定义:次料:塑胶射出成型时产生的料头或报废塑胶产品重新粉碎颗粒4
权责:生产部:负责料头收集、分类、粉碎、筛选、入库等作业及记录品保部:负责材料检验及记录供应链部:负责生产排程,次料存放、储存、发料及相关账务登记记录5
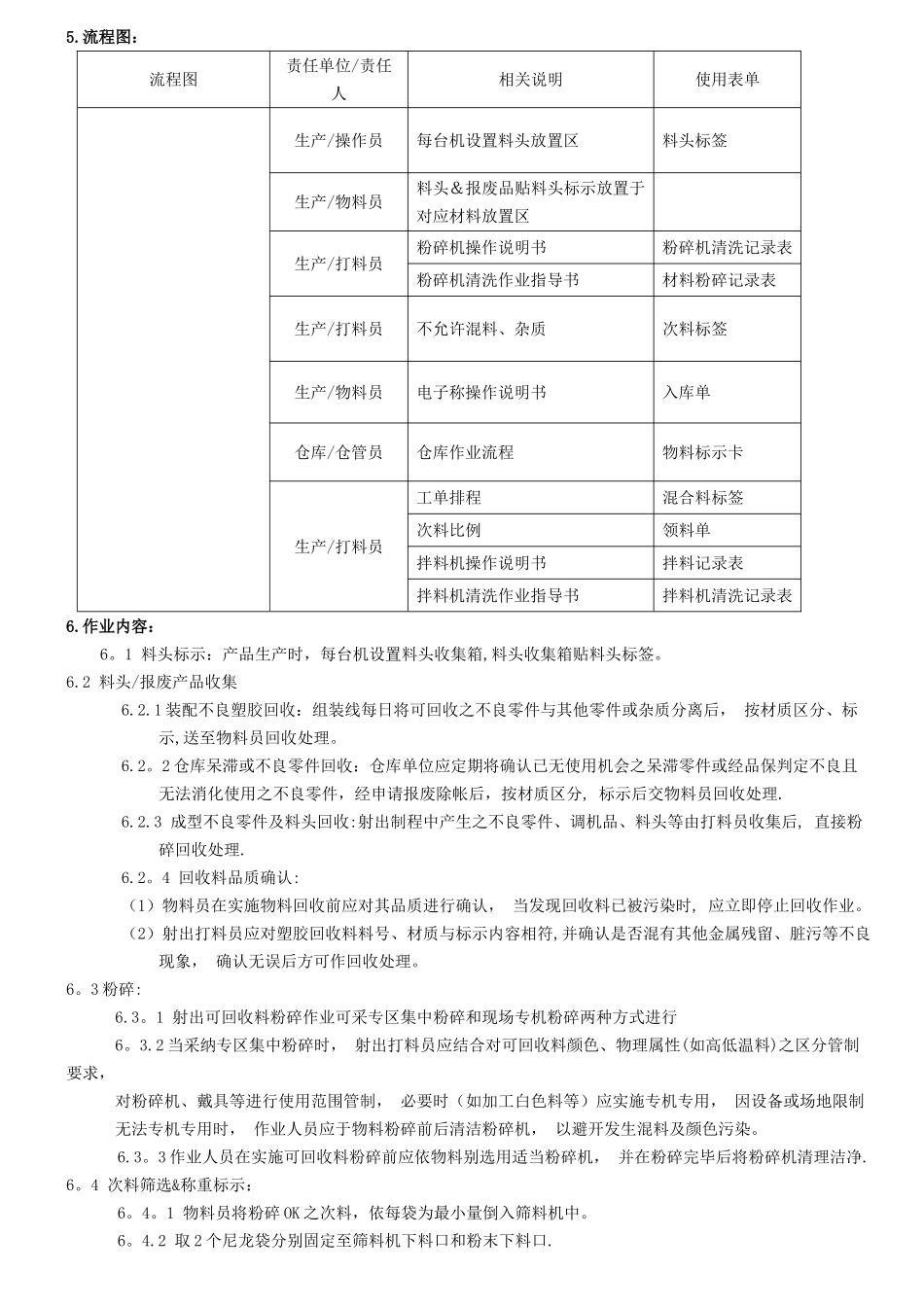
流程图:流程图责任单位/责任人相关说明使用表单生产/操作员每台机设置料头放置区料头标签生产/物料员料头&报废品贴料头标示放置于对应材料放置区生产/打料员粉碎机操作说明书粉碎机清洗记录表粉碎机清洗作业指导书材料粉碎记录表生产/打料员不允许混料、杂质次料标签生产/物料员电子称操作说明书入库单仓库/仓管员仓库作业流程物料标示卡生产/打料员工单排程混合料标签次料比例领料单拌料机操作说明书拌料记录表拌料机清洗作业指导书拌料机清洗记录表6
作业内容:6
1 料头标示:产品生产时,每台机设置料头收集箱,料头收集箱贴料头标签
2 料头/报废产品收集6
1 装配不良塑胶回收:组装线每日将可回收之不良零件与其他零件或杂质分离后, 按材质区分、标示,送至物料员回收处理
2 仓库呆滞或不良零件回收:仓库单位应定期将确认已无使用机会之呆滞零件或经品保判定不良且无法消化使用之不良零件,经申请报废除帐后,按材质区分, 标示后交物料员回收处理
3 成型不良零件及料头回收:射出制程中产生之不良零件、调机品、料头等由打料员收集后, 直接粉碎回收处理
4 回收料品质确认:(1)物料员在实施物料回收前应对其品质进行确认, 当发现回收料已被污染时, 应立即停止回收作业
(2)射出打料员应对塑胶回收料料号、材质与标示内容相符,并