特种加工技术 一、特种加工就是当传统切削加工方法对产品(或材料)无法实施或保证不了规定的精度要求时而应用物理的(力、热、声、光、电)或化学的方法进行加工的手段
二、特种加工与传统切削加工方法在原理上的主要区别:1)用机械能以外的其他能量去除工件上多余的材料,以达到图样上全部技术要求
2)打破传统的硬刀具加工软材料的规律,刀具硬度可低于被加工材料的硬度,可谓“以柔克刚”
3)在切削加工中,工具与工件不受切削力的作用
三、特种加工的分类:1)电能与热能作用方式有:电火花成形与穿孔加工、电火花线切割加工、电子束加工和等离子束加工
2)电能与化学能作用方式有:电解加工、电铸加工和刷镀加工
3)化学能与机械能作用方式有:电解磨削、电解珩磨
4)声能与机械能作用方式有:超声波加工5)光能与热能作用方式有:激光加工
6)电能与机械能作用方式有:离子束加工
7)液流能与机械能作用方式有:挤压珩磨和水射流切割
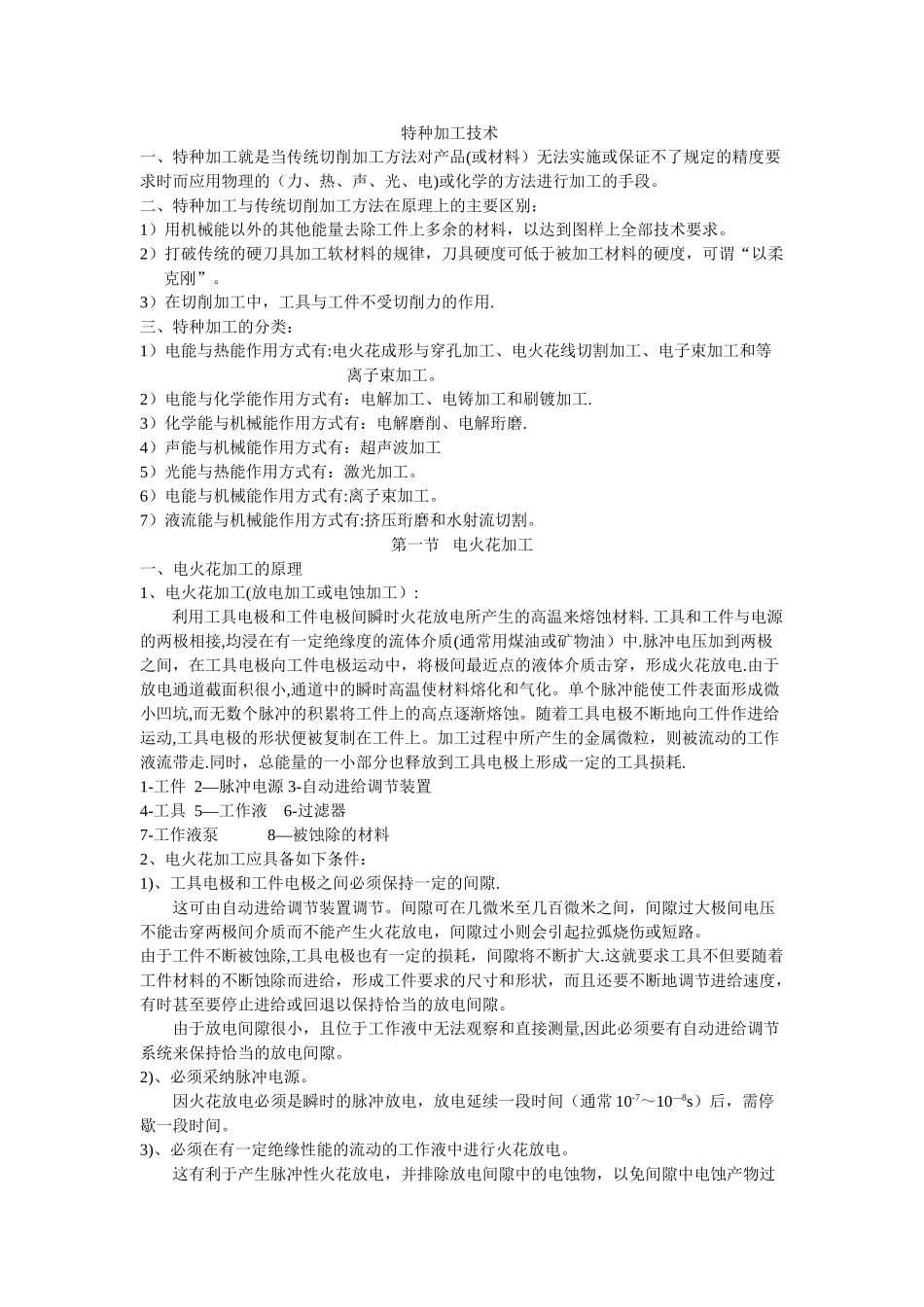
第一节 电火花加工一、电火花加工的原理1、电火花加工(放电加工或电蚀加工):利用工具电极和工件电极间瞬时火花放电所产生的高温来熔蚀材料
工具和工件与电源的两极相接,均浸在有一定绝缘度的流体介质(通常用煤油或矿物油)中
脉冲电压加到两极之间,在工具电极向工件电极运动中,将极间最近点的液体介质击穿,形成火花放电
由于放电通道截面积很小,通道中的瞬时高温使材料熔化和气化
单个脉冲能使工件表面形成微小凹坑,而无数个脉冲的积累将工件上的高点逐渐熔蚀
随着工具电极不断地向工件作进给运动,工具电极的形状便被复制在工件上
加工过程中所产生的金属微粒,则被流动的工作液流带走
同时,总能量的一小部分也释放到工具电极上形成一定的工具损耗
1-工件 2—脉冲电源 3-自动进给调节装置 4-工具 5—工作液 6-过滤器 7-工作液泵 8—被蚀除的材料2、电火花加工应具备如下条件:1)、工具电极和工件电极之间必