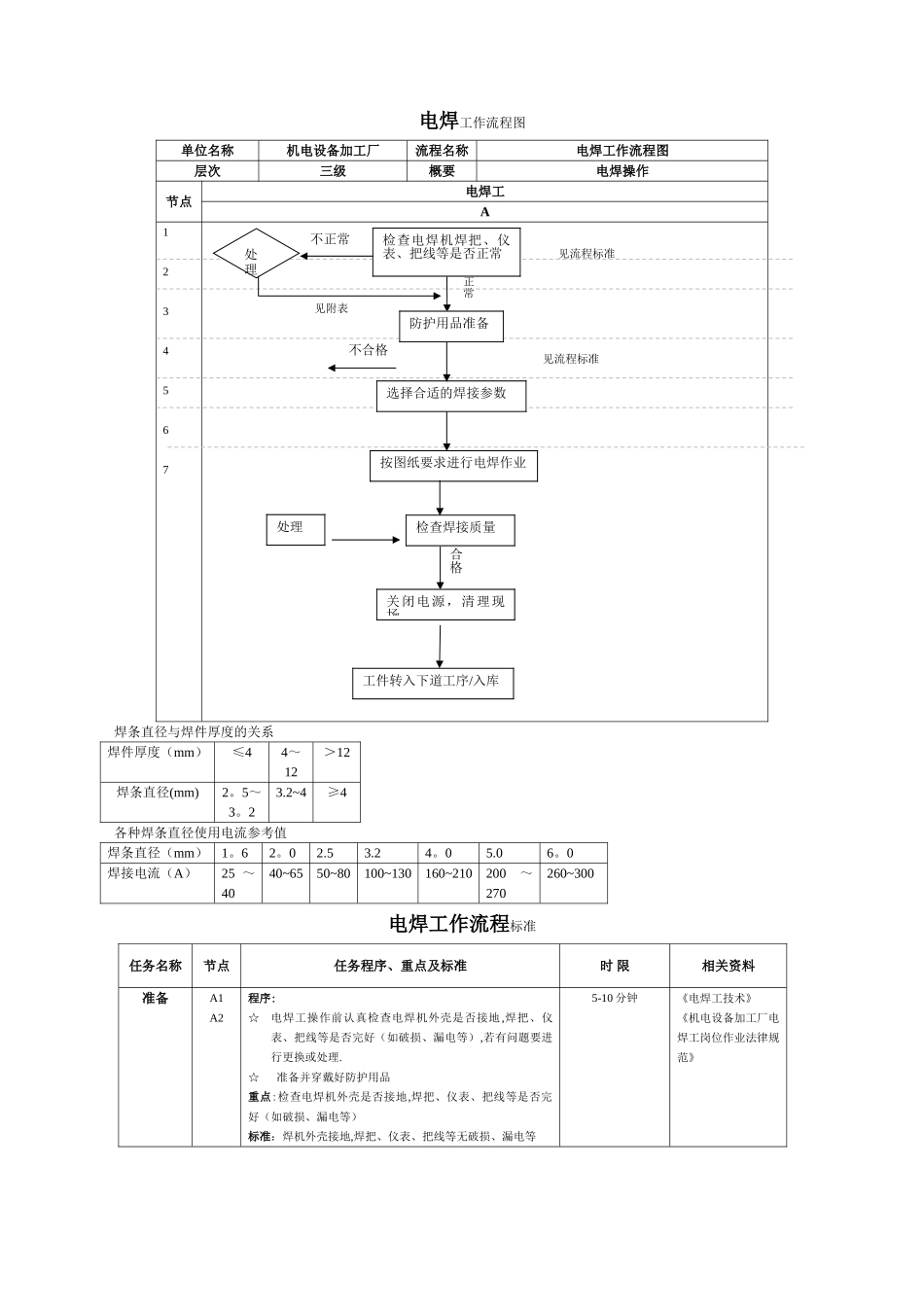
电焊工作流程图单位名称机电设备加工厂流程名称电焊工作流程图层次三级概要电焊操作节点电焊工A1234567 焊条直径与焊件厚度的关系焊件厚度(mm)≤44~12>12焊条直径(mm)2
2~4≥4各种焊条直径使用电流参考值焊条直径(mm)1
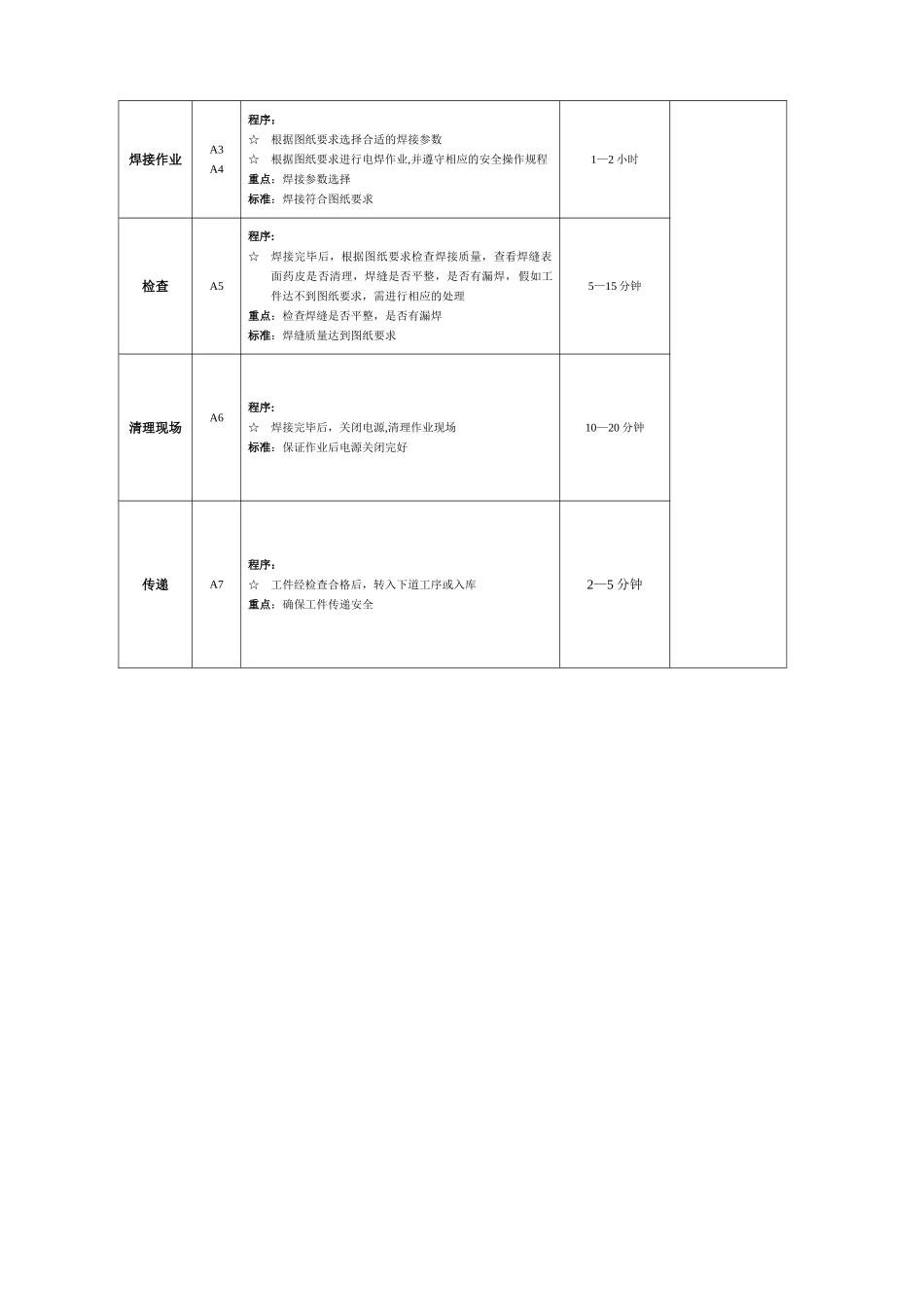
0焊接电流(A)25 ~4040~6550~80100~130160~210200~270260~300电焊工作流程标准任务名称节点任务程序、重点及标准时 限相关资料准备A1A2程序:☆电焊工操作前认真检查电焊机外壳是否接地,焊把、仪表、把线等是否完好(如破损、漏电等),若有问题要进行更换或处理
☆ 准备并穿戴好防护用品重点:检查电焊机外壳是否接地,焊把、仪表、把线等是否完好(如破损、漏电等)标准:焊机外壳接地,焊把、仪表、把线等无破损、漏电等5-10 分钟《电焊工技术》《机电设备加工厂电焊工岗位作业法律规范》选择合适的焊接参数按图纸要求进行电焊作业关闭电源,清理现场工件转入下道工序/入库处理不合格合格检查焊接质量检查电焊机焊把、仪表、把线等是否正常防护用品准备处理不正常正常见流程标准见流程标准见附表焊接作业A3A4程序:☆根据图纸要求选择合适的焊接参数☆根据图纸要求进行电焊作业,并遵守相应的安全操作规程重点:焊接参数选择标准:焊接符合图纸要求1—2 小时检查A5程序:☆焊接完毕后,根据图纸要求检查焊接质量,查看焊缝表面药皮是否清理,焊缝是否平整,是否有漏焊,假如工件达不到图纸要求,需进行相应的处理重点:检查焊缝是否平整,是否有漏焊标准:焊缝质量达到图纸要求5—15 分钟清理现场A6程序:☆焊接完毕后,关闭电源,清理作业现场标准:保证作业后电源关闭完好10—20 分钟传递A7程序:☆工件经检查合格后,转入下道工序或入库重点:确保工件传递安全2—5 分钟