一、线路打磨作业目标1、通过打磨消除钢轨波浪性磨耗、钢轨肥边、马鞍型磨耗、焊缝凹凸及鱼鳞纹以及道岔在生产、运输和铺设过程中产生的病害,提高钢轨的平顺性,使得光带居中略偏内,列车运行平稳,减少甚至消除晃车
2、具体量化指标为:且宽度为 20~30mm
钢轨打磨面应无连续发蓝带
3、切削量指标:内侧圆弧角 0
6mm,顶面 0
2mm,外侧 0
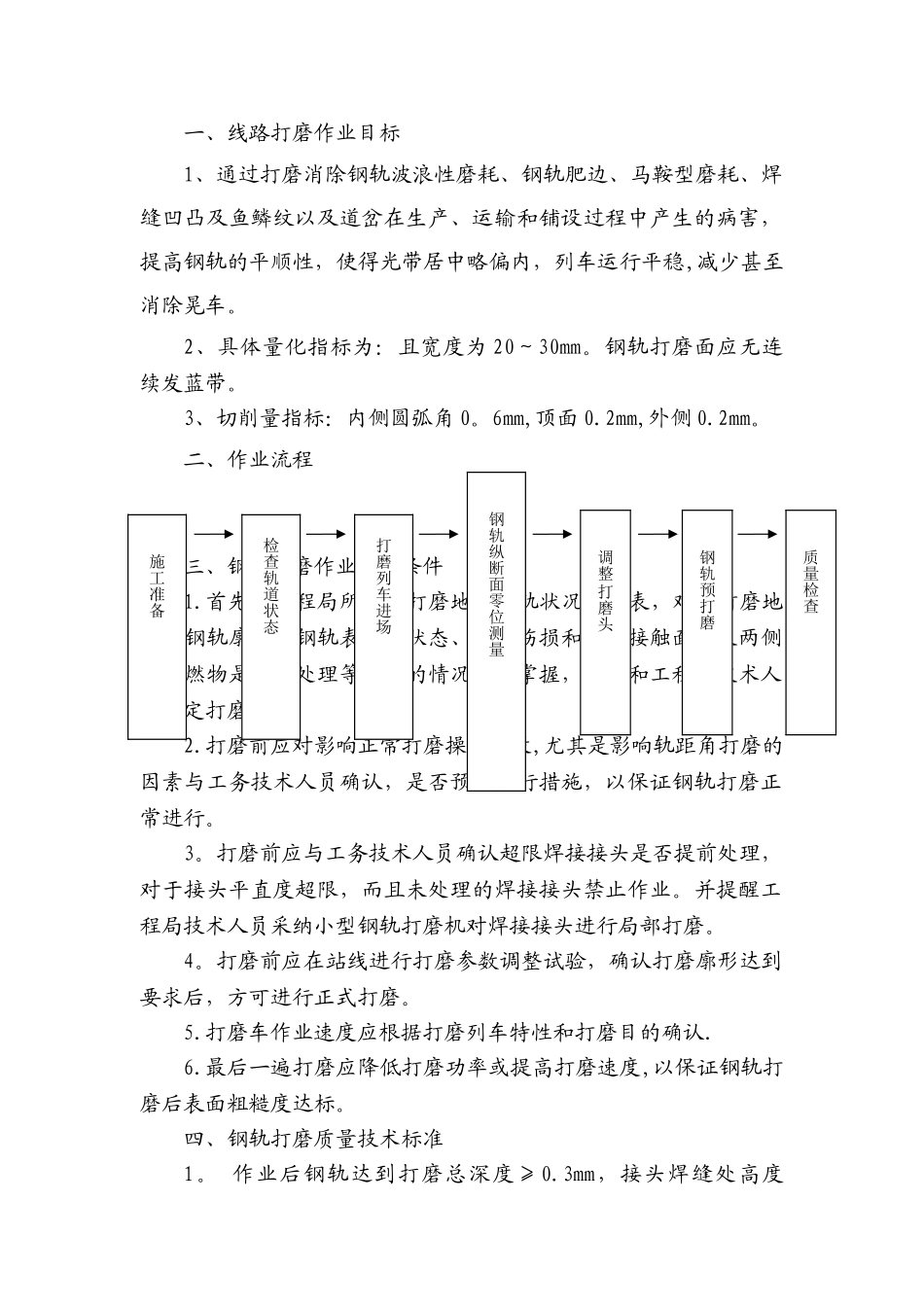
二、作业流程三、钢轨打磨作业技术条件1
首先向工程局所要待打磨地段钢轨状况调查表,对待打磨地段的钢轨廓形、钢轨表面的状态、钢轨伤损和轮轨接触面以及两侧的可燃物是否已处理等相关的情况进行掌握,共同和工程局技术人员确定打磨方案
打磨前应对影响正常打磨操作地段,尤其是影响轨距角打磨的因素与工务技术人员确认,是否预先实行措施,以保证钢轨打磨正常进行
打磨前应与工务技术人员确认超限焊接接头是否提前处理,对于接头平直度超限,而且未处理的焊接接头禁止作业
并提醒工程局技术人员采纳小型钢轨打磨机对焊接接头进行局部打磨
打磨前应在站线进行打磨参数调整试验,确认打磨廓形达到要求后,方可进行正式打磨
打磨车作业速度应根据打磨列车特性和打磨目的确认
最后一遍打磨应降低打磨功率或提高打磨速度,以保证钢轨打磨后表面粗糙度达标
四、钢轨打磨质量技术标准1
作业后钢轨达到打磨总深度≥0
3mm,接头焊缝处高度施工准备检查轨道状态打磨列车进场钢轨纵断面零位测量调整 打磨头钢轨预打磨质量检查≤0
25mm(用 1 米直尺测量),磨面宽度达到轨冠部分≤10mm,轨距角至轨冠过渡区≤7mm,轨距角≤4mm,轨顶表面粗糙度≤10μm
打磨最大宽度:R13 区域 5mm;R80 区域 7mm;R300 区域 10mm
沿钢轨 100mm 长度范围内,打磨面宽最大变化不应大于打磨最大宽度的 25%
(如图 1)4
打磨后接触光带应居中,且宽度为