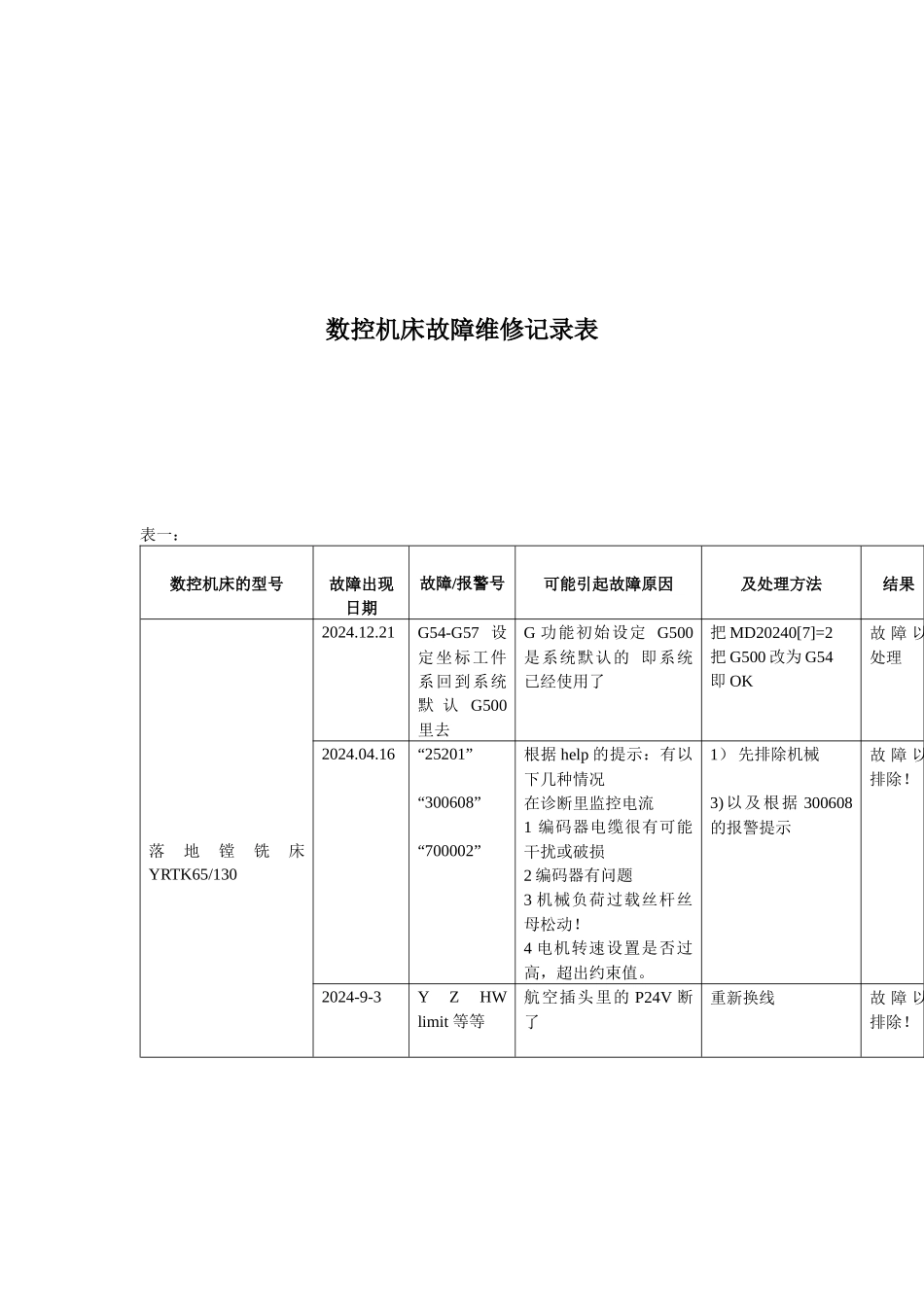
数控机床故障维修记录表表一:数控机床的型号故障出现日期故障/报警号可能引起故障原因及处理方法结果落地镗铣床YRTK65/1302024
21G54-G57 设定坐标工件系回到系统默 认 G500里去G 功能初始设定 G500是系统默认的 即系统已经使用了把 MD20240[7]=2把 G500 改为 G54即 OK故 障 以处理2024
16“25201”“300608”“700002”根据 help 的提示:有以下几种情况在诊断里监控电流1 编码器电缆很有可能干扰或破损2 编码器有问题3 机械负荷过载丝杆丝母松动
4 电机转速设置是否过高,超出约束值
1) 先排除机械3)以及根据 300608的报警提示故 障 以排除
2024-9-3Y Z HW limit 等等航空插头里的 P24V 断了重新换线故 障 以排除
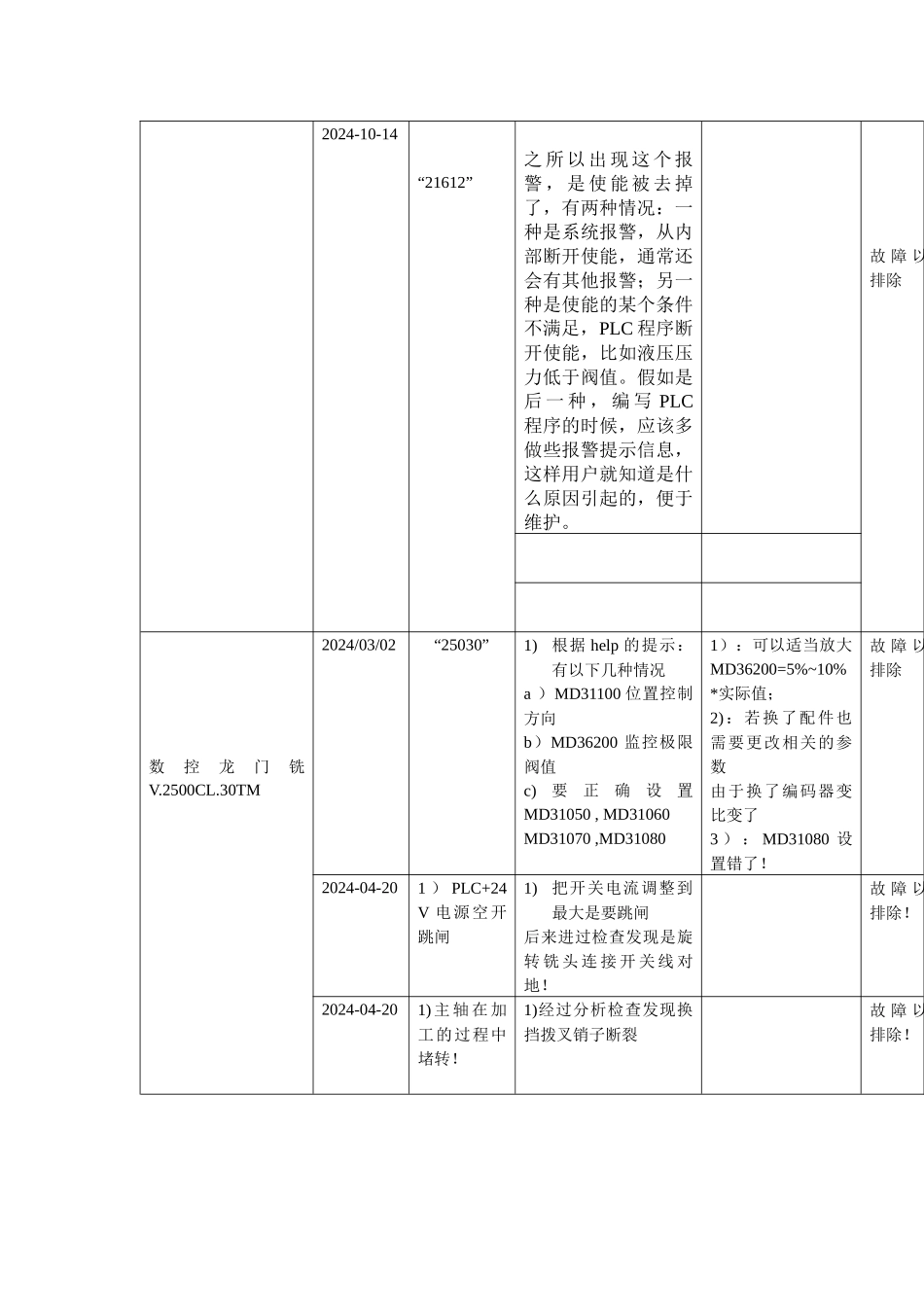
2024-10-14“21612”之 所 以 出 现 这 个 报警 , 是 使 能 被 去 掉了,有两种情况:一种是系统报警,从内部断开使能,通常还会有其他报警;另一种是使能的某个条件不满足,PLC 程序断开使能,比如液压压力低于阀值
假如是后 一 种 , 编 写 PLC程序的时候,应该多做些报警提示信息,这样用户就知道是什么原因引起的,便于维护
故 障 以排除数控龙门铣V
2500CL
30TM2024/03/02“25030”1)根据 help 的提示:有以下几种情况a )MD31100 位置控制方向b)MD36200 监控极限阀值c)要正确设置MD31050 , MD31060MD31070 ,MD310801):可以适当放大MD36200=5%~10%*实际值;2):若换了配件也需要更改相关的参数由于换了编码器变比变了3 ) : MD31080 设置错了
故 障 以排除2024-04-201 ) PLC+24V 电源空开跳闸1)把开关电流调整