电极片冲孔、落料、弯曲连续模设计1 工件结构形状分析图 1
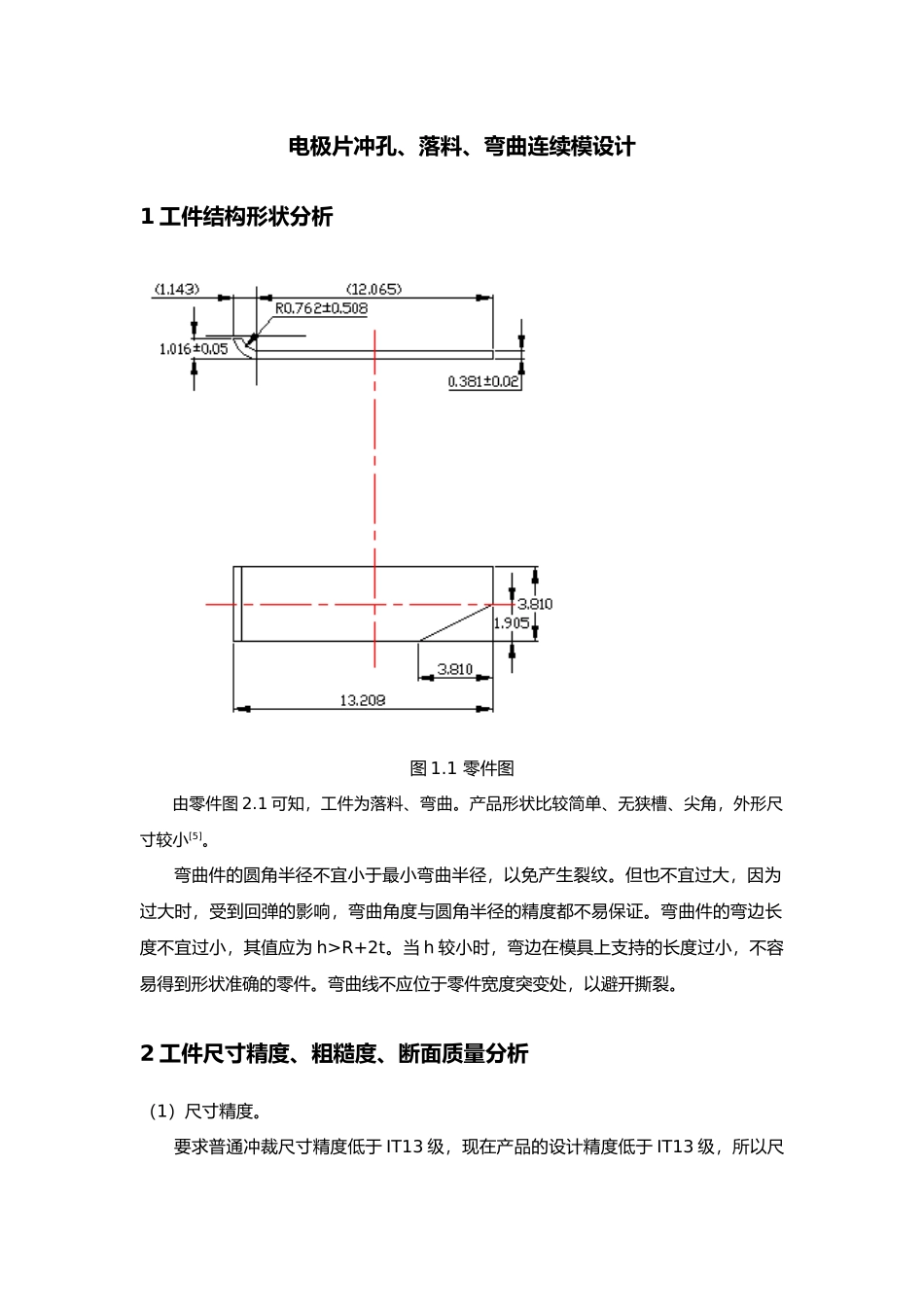
1 零件图由零件图 2
1 可知,工件为落料、弯曲
产品形状比较简单、无狭槽、尖角,外形尺寸较小[5]
弯曲件的圆角半径不宜小于最小弯曲半径,以免产生裂纹
但也不宜过大,因为过大时,受到回弹的影响,弯曲角度与圆角半径的精度都不易保证
弯曲件的弯边长度不宜过小,其值应为 h>R+2t
当 h 较小时,弯边在模具上支持的长度过小,不容易得到形状准确的零件
弯曲线不应位于零件宽度突变处,以避开撕裂
2 工件尺寸精度、粗糙度、断面质量分析(1)尺寸精度
要求普通冲裁尺寸精度低于 IT13 级,现在产品的设计精度低于 IT13 级,所以尺寸精度满足要求(2)冲裁件断面质量分析因为一般用普通冲裁方式冲 2mm 以下的金属板料时,其断面粗糙度 Ra 可达12
2 ,毛刺允许高度为 0
05mm;本产品在断面粗糙度和毛刺高度上没有太严格的要求,所以只要模具精度达到一定要求,冲裁件的断面质量可以保证
(3)产品材料分析对于冲压件材料一般要求得力学性能是强度低,塑性高,表面质量和厚度公差符合国家标准
本设计的工件材料是 10 钢,属于优质碳素结构钢,其力学性能是强度、硬度和塑性指标适中,经退火后,用冲裁的加工方法是完全可以成形的
另外产品对于厚度和表面质量没有严格要求,所以尽量采纳国家标准的板材,其冲裁出的产品的表面质量和厚度公差就可以保证[6]
经上述分析,产品的材料性能符合冷冲压加工要求
3 插片冲模结构的确定级进模的排样是指制件(一个或多个)在条料上分几个工位冲刺的布置方法
1 排样论证的基本思路 排样论证的目的是为了画出正确的模具排样图
一个较佳的排样方案必须兼顾冲压件的公差等级、冲压件的生产批量、模具结构和材料利用率等方面的因素
(1)冲压件的尺寸精度 图 2
1 所示冲压件,材料为 10 钢板,料厚